Operating departments face increasing pressure from management to reduce inventories. It is often the case that inventories can be trimmed, realizing significant cost benefits. However, we also know that excessive inventory reductions actually cost the company more money than is saved. Moreover, deciding which locations should sustain inventory reductions is critical to customer service.
While the enterprise resource planning (ERP) system can tell you how much inventory you have, it can't easily tell you why you have it. It is also difficult to tie cost increases in manufacturing and lost sales directly to an inventory level that is too low. In this article, we will show you how to identify the contributions to overall inventory, discuss which components lend themselves to control, and highlight how inventory reductions can be directly related to manufacturing costs and customer service.
Components of Inventory
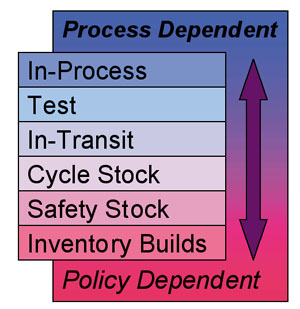
When establishing effective measures to control inventory, it is of paramount importance to understand how much of the inventory is in each of the following inventory components: in-process, test, in-transit, cycle stock, safety stock and inventory builds. (See figure.) By understanding the structure and flow of inventory as product demand cascades through the supply chain, it is possible to precisely determine how inventories can effectively be reduced to minimize inventory investment, without sacrificing profitability and customer service. Product inventories occur in the following areas:- Reactor/Production - This inventory includes in-process inventory as a product is being manufactured, test inventory as it is held for quality analysis, cycle-stock inventory as it awaits shipment to other plants for further processing or other locations for direct sale, and safety stock.
- Between Plants - This inventory is the material that is in transit between plant locations, whether in trucks, railcars or other containers. It consists of intermediate material that is in need of further processing before being shipped to a customer.
- Compounding and Blending - Like reactor inventory, this is the inventory that is either in process, in test, or in the cycle-stock or safety-stock inventories that are held to support shipments from this location.
- Packaging and Repackaging - Inventory that is in process for packaging or repackaging.
- From Plant to Warehouse -This inventory is the material that is in transit between plant locations and warehouses.
- At the Warehouse - This inventory consists of the cycle stock and safety stock that supports direct sales to customers. Depending on sales forecasts, one might also be intentionally building inventory to meet future demand.
It may be possible to reduce in-test inventories by increasing throughput in the quality-assurance lab. However, that may require a significant investment in new equipment, training and personnel. Usually, it is easier to impact policy-dependent inventories than it is to change process-dependent inventories. On the other hand, a decision to reduce the customer-service goal from 99% on-time shipment to 98% directly impacts the safety-stock requirements, but at what costs? The key question is, "How should one compare alternative policy decisions that impact delivery?"
Setting Objectives
Whether the type of inventory is process dependent or policy dependent, the target objectives that we set will be based on average values since this will enable us to view inventories in a way that is not distorted by production cycles. Process inventories, including in-process, test and in-transit, depend largely on the achievable rates of production, material handling and testing at the production facility, and transportation times for the selected transportation modes. Improving these rates is desirable, but difficult to achieve in the short term. One has relatively greater opportunity to influence cycle stock, safety stock and inventory builds.Let us examine how to set objectives for each of these in turn.
The PICASO Cycle Optimizer, from WAM Systems' advanced supply-chain planning suite, can be used to determine the best cycle to use, considering all of these costs. It balances inventory costs, which decrease as the cycle is shortened, against transition costs, which increase as the cycle is shortened, to find the cycle length that will give the lowest overall cost. Whether or not an optimized cycle length is known, the cycle-length policy can be combined with product forecasts to compute cycle-stock inventory levels.
Planning and Predicting
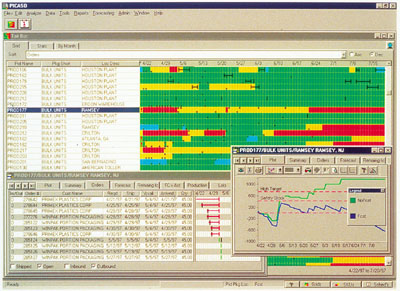
PICASO Inventory Targeting calculates all components of inventory at each point in the supply chain. The planner has ready access to the underlying policies and detailed analyses from which these results derive. Graphical results show historical, current and predicted inventory levels together with minimum, maximum and average target values. These tools clearly highlight how well operations are adhering to strategic targets.Measurement and Control
Once policies and plans are in place, the next step is measurement and control. This involves comparing actual aggregate inventory targets to planned inventory targets to identify areas that require attention. It also involves monitoring and reporting on both direct demand that is shipped to a customer, and dependent demand that is transferred to another supply point before being processed and/or shipped to a customer. Finally, it involves adjusting inventory target components on an exception basis.Reporting Capabilities
To support this monitoring and control requires the ability to rapidly access appropriate data to support inventory-control decisions. PICASO Inventory Targeting produces an extensive dataset that supports built-in reports. This report compares the calculated inventory targets with the projected inventory and the three-month forecast.The PICASO Inventory Targeting module provides all the functionality needed to accomplish supply-chain management tasks, from understanding inventory components, to navigating the supply chain, to monitoring inventory-control policies by exception reporting. Fully integrated with the entire suite of PICASO software, the Inventory Targeting module is designed to enable chemical-industry supply-chain teams to successfully realize their corporate inventory-management objectives.
Additional information on PICASO supply-chain planning software is available from WAM Systems, Inc., 2250 Hickory Road, Suite 410, Plymouth Meeting, PA 19462; phone 484-530-4380 or 800-358-8305; fax 484-530-4854; visit the Web site www.wamsystems.com; or e-mail info@wamsystems.com. Or Circle No. 72.
