
This article will review the development of the FR package for these films and investigate the cause of higher-than-expected OSU heat-release values. The technology used to manufacture embossing films and the finished decorative laminates will also be examined.
Decorative laminates for aircraft, or declams as they are commonly known, are colored or screen-printed materials applied to most interior surfaces. They appear to passengers to be like the wallpaper they might find in their homes. However, declams are required to provide durability and stain resistance. They must also be low gloss, meaning the laminates have non-reflective surfaces that are abrasion and impact resistant while meeting stringent weight and fire-retardant regulations. Fire concerns include toxic-gas production, OSU heat-release rates and NBS smoke-density emissions.
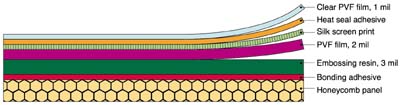
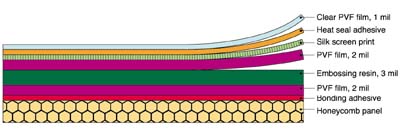
The maximum heat-release and smoke-density values that are required by the FAA are 65/65 (65 kW/m2 peak and two-minute total, integrated, value of 65 kW-min/m2) and 200 smoke density (Ds) at four minutes. Most declam manufacturers actually require heat and smoke values that are 50/50 and 100 respectively.1,2 These values include the substrate, which can be aluminum or various types of honeycomb panels. Two typical declam structures are shown in Figures 1 and 2.
Bostik Findley manufactures all of the adhesives used to construct declams, including those formulations that attach the declam to the substrate. The various adhesive systems include: spray-applied liquid adhesives, thermoset films, thermoplastic films for easy removal during refurbishing, and pressure sensitive films used to refurbish specific areas that do not permit vacuum-forming applications.
However, this article will concentrate on the embossing film that can be three- to five-mils thick. Its function is to lock in the decorative emboss pattern to create a low-gloss and non-reflective surface, while still allowing the declam to be vacuum formed onto contoured surfaces.


Embossing Films
Embossing films can be either thermoset or thermoplastic. Both can be made through a solution-casting method, which means the mixing and forming processes take place at relatively low viscosity. As an alternative, each can be formulated by way of a melt extrusion process that usually requires a much higher viscosity for mixing and forming. One possible drawback exists with the latter method, however. The melt process requires much higher temperatures that often negate the use of some fire retardants, since these substances typically decompose at melt-extrusion temperatures.An example would be the use of hydrated alumina, which will lose its water of hydration at around 220°C. Melt processing might require that the alumina be substituted with magnesium hydroxide, which also produces water, but at temperatures closer to 350°C.
While Bostik Findley is working on all of these types of embossing films, one of its leading products in the marketplace, 669 film, and its latest addition to this product line, 689 film, are solution-cast thermoset films. The adhesives' thermoset properties allow customers to approach the embossing temperature during vacuum forming without losing the emboss texture. Additionally, both products are solution cast because this permits the final film to have a fire-retardant content over 60 percent by weight, while allowing mixing and film forming at lower solids levels.
Fire-Retardant Package
Bostik Findley's 669 film is fire retarded with the usual antimony and halogen sources. Hydrated alumina is also used to produce water during the combustion process. Trying to improve both the heat-release and the smoke-density values presents a problem. It is well known that increasing the antimony and halogen will increase smoke while decreasing heat-release values. A new package was developed that still contains alumina, antimony and bromine, but the latter two were obtained from different compounds. Heat-release and smoke-density testing was done by Herb Curry, Inc., an independent testing lab in Mt. Vernon, Ind., on samples of embossing film mounted to aluminum panels. Each value represents the average of three tests. Table 1 shows the results obtained on R&D samples.
689 Product Development
The significant improvement of both smoke-density and heat-release values brought the product development to the next phase. Film was made and sampled to customers.Meanwhile, the emphasis of many of Bostik Findley’s customers seemed to shift from smoke density to heat release. The FAA Fire Resistant Materials Program's report DOT/FAA/AR-97/99 recognized heat release (HR) of burning materials to be the primary fire-hazard indicator. The goal of the FAA's fire-resistant-materials program is to demonstrate a 50-percent reduction in heat-release rate by the year 2002 using 1996 as a baseline. A further goal is to find new materials that demonstrate a zero heat-release rate by the year 2010. These goals apply to the entire construction of the declam mounted to honeycomb core.
The first results on a complete declam structure obtained by a customer did not pass the heat-release specifications. A complete declam and the adhesive on aluminum, as tested in Table 1, were evaluated using this first commercial lot. Table 2 contains the results.
Data in Table 2 show much higher heat-release values for 689 adhesive on aluminum than expected. Occasionally, relatively low values would be obtained, but high values would still be found in complete declams. Suggestions for the high heat-release values included poor dispersion of the fire retardants, interactions with specific materials in the declam structures and solvent retention.
Solvent retention can cause poor heat-release values. A calculation based on 2-percent residual solvent in a 5-mil film can yield a contribution to the heat-release rate of 1.5 kW/m2, assuming the solvent burned steadily over the two-minute test duration to 15 kW/m2, assuming the solvent burned within the first 0.2 minutes.3
Findings by Herb Curry reveal that residual solvent usually flashes off within 0.2 to 0.5 minutes.4 Therefore, a peak value that is much higher than the two-minute total could indicate solvent flashing off the sample and burning. If the peak and two-minute total values are both higher than expected, that could indicate chemical formation of a volatile such as unblocking of a blocked isocyanate. The latter would be a smaller effect (< 1 kW/m2) due to the extended time, and it would only occur in samples that were not cured properly before the heat-release test.
The amount of residual solvent depends on many factors. The material coming out of the drying ovens has a specification of less than 3 percent. That number is relatively high because some films become brittle if there is no residual solvent. The film is exposed to air during slitting and inspection where it loses more solvent. Finally, the thermal processing for embossing and later for thermoforming drives off more solvent. Samples sent for smoke-density and heat-release testing usually are not vacuum-formed. Embossing may be done with the material between layers of PVF film.
Blocked isocyanates are used to cure the film during the emboss process at temperatures in the 300°F to 350°F range. When the blocking agent is liberated, it will be another source of volatile material.
Experiments
To learn more about the relationships between processing (embossing) conditions and test results, samples of 689 and 789 materials were tested for heat release and evaluated using headspace gas chromatography (GC) with mass-spectrometer analysis. The 789 materials are similar to 689 except that they are cast onto glass fabric so they can be heat-release tested without mounting them to a rigid substrate. The materials were heated to 115°C for 10 minutes, and the vapor above the sample was injected into the GC. Results on 789 material and the sample-processing conditions are shown in Table 3.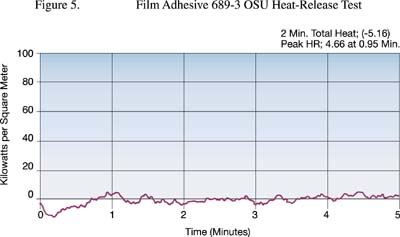

Table 6 shows the volatile analysis for the 689 samples.
The 689 samples have more blocking agent than the 789 samples. This is probably due to the open, permeable glass fabric, which allows volatiles to escape easier than silicon release paper. Residual solvent was much lower in vacuum-dried 789 and 689 samples as expected, and the corresponding heat-release values were the lowest.
Thermal gravimetric analysis (TGA) indicates about 1.5 percent weight loss up to 180°C for uncured films while sample 689-1 lost about 1.8 percent up to 120°C. The loss is probably composed of adsorbed water and residual solvent. The water of hydration should not be liberated at temperatures this low.
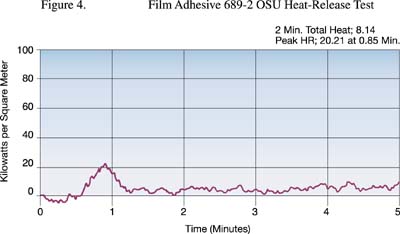
Figures 4 and 5 illustrate the differences between samples 689-2 and 689-3 in Table 5. These are the actual heat-release traces. The area under the peak at around one minute is removed when the sample is treated in a vacuum oven. This result seems to suggest that this peak is due to solvent.

Conclusions
Relatively small amounts of solvent contribute significantly to the peak value in OSU heat-release measurements. One percent solvent could add 7 kW/m2to the peak value. Therefore, it is necessary to cure the samples properly, and to take care to allow volatiles to escape during heating processes. Blocking agents in thermoset films could contribute about 1 kW-min/m2to the two-minute total value if the material was not cured before the test.Melt-processed films show peaks that look like the ones attributed to solvent retention even though no solvent was used. These peaks may be due to residual monomers, oligomers or decomposition products produced in the extruder. Future work will be done to identify these peaks and determine the effects of vacuum treatment on the sample, or perhaps, in the extrusion process.
This article was developed from a technical paper the author originally presented at the fall conference of the Fire Retardant Chemicals Association (FRCA), Oct. 24-27, 1999, Tucson, Ariz. For more information on flame-retardant film adhesives, contact Bostik Findley at 211 Boston St., Middleton, MA 01949; phone 888-571-8558, ext. 7337; or visit the company's Web site, www.bostikfindley-us.com.

