Editor's note: This is the fourth in a series of articles designed to address the fundamentals of adhesive and sealant formulation. See ASI November 2005 for the previous installment.
Adhesives formulators and product managers in the nonwovens industry are increasingly concerned by the cost and viability of their existing nonwoven adhesive formulations. The continued rising cost of petrochemicals and their derivatives, coupled with a series of raw-material shortages, have forced the industry to identify short-term formulation alternatives to meet customer needs. In addition, the increased adoption of olefinic polymers, such as amorphous polyolefins (APO) and the emergence of metallocene polyethylene (m-PE), are broadening the scope of adhesive formulations. Because their availability is not dependent on isoprene, these polymers are being used in a number of new adhesive developments.
Nonwoven adhesive formulators cannot afford to spend time on major formulation adjustments, raw material evaluations and long-term R&D projects. Reformulating the "existing" while incorporating the "new" requires a wealth of experience, data and adhesive concepts to continue to meet customer requirements and deadlines. Fortunately, formulators who embrace these changes have an opportunity to significantly advance nonwoven adhesives.
This article offers two ways to facilitate nonwovens reformulation. Think of these as the fast-forward button on the reformulation process for formulators and end users.
A Shortcut to Tg
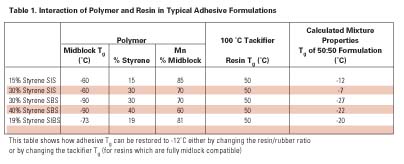
There are many physical parameters that are affected when formulators change the polymer in an adhesive. Among them, the glass-transition temperature (Tg) is one of the most important. Adhesive Tgis the temperature at which the adhesive midblock phase (polymer midblock, tackifier resin and oil) has the highest flow (energy loss) to cohesion (energy storage) ratio. It closely follows the Tan δ maximum temperature as measured by dynamic mechanical analysis (DMA). Generally, the temperature range at which a pressure-sensitive adhesive will have optimum tack properties is 20°C above the adhesive Tg. For a typical nonwoven adhesive, the adhesive Tgshould range from 15°C and 20°C, corresponding with a service temperature of 37°C.Table 1 contains calculation models that illustrate the complex interaction between resins and polymers. When a fully midblock compatible resin and polymer midblock are combined, they dissolve in one another and form a single phase: the high Tg of the tackifier resin increases the low Tg of the polymer midblock. The Tg of this mixture can be estimated with the Fox equation: (X1+X2)/Tg(m) = X1/Tg1 + X2/Tg2, in which the Tg of the mixture Tg(m) is expressed as function of the Tg and weight fraction X of the individual components. Note that in this calculation, just the weight fraction of the polymer midblock must be used as only it is modified by the midblock tackifier resin.
In the table, some of the benchmark parameters of typical SIS, SBS and SIBS polymers are given. When reformulating an adhesive, formulators will typically change one raw material while trying to keep the formulation and other ingredients constant. As the theoretical model demonstrates, this is not as straightforward as it seems.
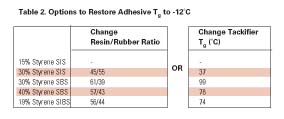
Fortunately, tackifier resins are very well suited to adjusting adhesive Tg without major changes to the formulation. They are commercially available with a range of softening points. As Table 2 shows, by selecting a resin or a resin blend with the proper Tg and softening point, formulators can easily adjust adhesive Tg to a target value.

The Softening Point Balancing Act
While adhesive Tgis a key parameter linked to the adhesive performance of the nonwoven laminate at room or body temperature, the coating and application performance of nonwoven adhesives is more commonly linked to the adhesive viscosity and the adhesive R&B softening point. The latter is of special interest, as it expresses the temperature at which the adhesive loses its elastic behavior and becomes viscous. Depending on the end use, nonwoven adhesives are formulated and specified for a specific adhesive R&B softening point range. When reformulating, formulators try to maintain the original softening point range to simplify time-consuming requalifications for the manufacturer or end user.The adhesive R&B softening point is related to a number of parameters, including the polymer type, the amount of diblocks, the resin-to-rubber ratio, the compatibility of the resin phase with styrene and the amount of styrene in the system. Changing a polymer, as shown in Table 1, changes many of these elements. More often than not, a formulator needs to find a way to readjust the adhesive R&B softening point and, if possible, use one that does not require a change in the ingredient ratio.
A conventional approach to this problem is to change the adhesive R&B softening point by changing the softening point of the tackifier resin in the formulation. For example, Eastman Regalite R7100 and Regalite S7125 have a similar aliphatic/aromatic balance but different resin softening points. The change from a 100°C resin to a 125°C resin does increase the adhesive R&B, but it also significantly changes the Tg. In some cases, this may be desirable, but in many others, formulators need to adjust the adhesive R&B softening point without changing the adhesive Tg. Selecting the tackifier resin with the right aliphatic/aromatic balance does just that.
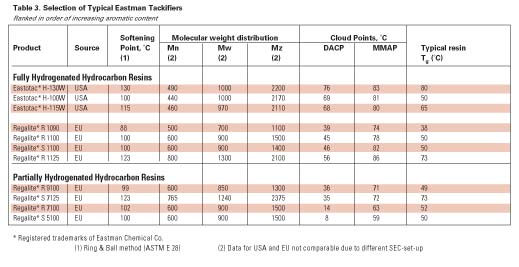
For example, Regalite S1100 and Regalite S5100 hydrocarbon resins have similar softening points, but different aliphatic/aromatic balance. Substituting one for the other does not affect adhesive Tg, but significantly influences the adhesive softening point. In practice, adhesive formulators can work with resin blends to either increase or decrease the aliphatic/aromatic balance in their products, adjusting the adhesive R&B softening point by changing the ratio between the two.
Table 3 shows the range of Regalite and Eastotac aliphatic/aromatic balance and softening points available. By working closely with their resin supplier, formulators can find the precise resin or blend of resins to meet their needs.
Conclusion
Resin selection goes beyond the physical properties discussed in this short article. Formulators must also consider a resin's odor, color and stability - not to mention cost and availability. This article shows that by revisiting the parameters that influence adhesive Tgand R&B softening point, formulators can reach their target performance quickly with the flexibility offered by tackifiers.About the Author
Ruud van der Eerden is business segment manager, Nonwoven Adhesives, in Europe and the Middle East, and Global Corporate Account manger for Eastman Chemical Co.For more information, contact Eastman Chemical Co., phone (423) 229-2000, or visit www.tackifier.com.
