Certainly, the limited range of raw materials and generally higher prices compared to conventional PSA materials have restricted the growth. However, continuing interest from end users leads us to believe that there are opportunities for UV-curable PSAs.
Of particular interest are specialty applications demanding high-temperature stability and solvent resistance. However, it is important to understand where the advantages of UV-curable PSAs can be found and how to handle them in the most efficient way. It is this second point that was the focus for this comprehensive study: investigating the relationships between the performance of UV PSAs and the UV-curing conditions.
Project Participants
Participants in the project included:- Ferrisgate: Contract coater for the packaging industry,
- Fusion UV Systems: UV-systems supplier, and
- Several UV-PSA suppliers.
The three objectives of the project for Ferrisgate were to learn how to handle the PSA and UV system, evaluate a wide range of different PSA properties, and remove operator concerns. Fusion UV Systems wanted to test influences of the UV lamp system. Both companies sought good background information with different PSA systems on one line (constant conditions).
The PSA suppliers wanted to test their systems in a neutral production facility and give Ferrisgate good spectra of the PSA properties.
The Testing Facility
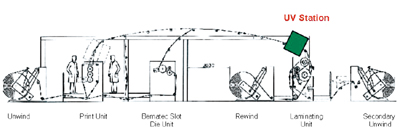
All trials were carried out at the production facility at Ferrisgate using a 1.5-meter-wide Dixon coater with a Bematec “gear in slot” die-coating station.The UV station was equipped with microwave-powered lamp modules and was able to hold two rows at 240 W/cm. All lamps had a variable power supply, allowing regulation of the power from 25% to 100% in 5% increments. The lamps could be fitted with a range of bulbs having different spectral outputs. The light shield included a chill bed, allowing heat-sensitive substrates to be used. In addition, an online UV-monitoring system, supplied by EIT Multibrite, had been installed within the light shield.
Figure 1 shows that the UV station was fixed at a maximum distance from the slot-die unit. This may lead to a significant cooling of the hot melt material before it enters the UV area.


Trial Conditions
The project was carried out with three UV-curable PSA systems based on different raw material types — to be called PSA Nr. 1, PSA Nr. 2 and PSA Nr. 3. All three systems are commercially available and in use in industrial applications. Each was applied at two different coat weights:- Low coat weights (20 g/m2 to 25 g/m2) suitable for label applications and
- Higher coat weights (60 g/m2 to 80 g/m2) suitable for tape applications.
All PSAs were applied on a siliconized 23(Greek mu) PET film and transfer-coated on another 23(Greek mu) PET film.
Trial Variables
Different types and coat weights of PSAs were used. The equipment variables included UV dose, lamp power and UV spectra. The UV dose is the total photon quantity arriving at the surface and is expressed in J/cm2. Dose is inversely proportional to speed and proportional to the number of exposures. The lamp power of the UV system can be regulated from 25% to 100% in 5% increments, but only 100%, 80% and 60% power-level settings were used for the trials. UV spectra included H-bulb (mercury spectra, main emission from 200 nm to 320 nm and at 365 nm) and D-bulb (iron additive, main emission between 350 nm and 400 nm).
Tests Conducted
The following tests were performed:- Peel on steel (20 min and 24 hours)
- Holding power at RT
- SAFT
The hot melt adhesive suppliers carried out some of the tests.
Differences Between Uncured and Irradiated PSA Materials
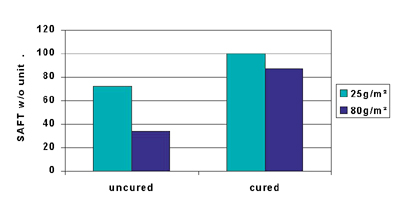
One of the major objectives for the crosslinking of pressure sensitive adhesives is to increase the shear value and temperature resistance. Figure 4 shows clearly the improvement in crosslinked hot melt systems compared to the same non-irradiated system. It also demonstrates that, in this case, the potential for enhancing the properties of the adhesive by UV curing is greater with the higher coat material.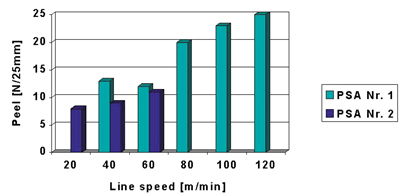
Peel Values
Figure 5 demonstrates the diverse properties of different PSA materials. Both systems seem to be sensitive to the line speed (or UV dose) when applied at low coat weights. The peel values for both systems increase with decreasing dose. The same PSA materials applied at higher coat weights show a different tendency. The critical line speed for PSA Nr. 1, that is, the point where the cohesive strength suffers from a low-dose level, lies between 20 m/min and 30 m/min. However, PSA Nr. 2 does not behave this way; it still maintains a clean peel at 40 m/min.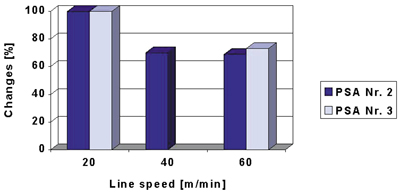
Changes in SAFT
To allow an impartial comparison of different PSA systems, it was decided to report the relative changes in SAFT values. The values reached at line speeds of 20 m/min and 10 m/min were set to 100%, and changes in SAFT values are given as a percentage of this. Figure 6 shows that the SAFT values for both systems decrease with increasing line speed. As SAFT values may give an indication of the degree of the crosslinking effect of the PSA material, this trend is in agreement with the expected results.As mentioned earlier, the UV station is several meters from the hot melt coating head. This may cool the PSA material before it is exposed to the UV light, thus reducing the rate and degree of crosslinking within the PSA and producing lower-than-expected SAFT values. Moving the UV installation closer to the coating head may produce an overall increase in the SAFT values.
Further evaluation is required concerning the preheating of the coated web prior to the UV lamps, if this is feasible. In the long term, if this shows improvement, repositioning of the lamps may be required.
Influence of the UV System
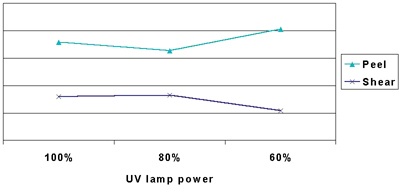
Some hot melt materials are particularly sensitive to changes in the UV dose, thus influencing the final properties of the adhesives. There are a number of factors that could reduce the UV dose delivered to the adhesive, such as allowing the reflector to get dirty or increasing the line speed. The natural aging of the lamp (seen with arc lamps) could also reduce the UV dosage. How individual PSA systems react to a change in UV power has already been widely examined in a cooperative study by Fusion UV Systems and Chemsultants International Network, Mentor, Ohio*.Figure 7 shows what happens to one of the PSAs used in the study when the lamp power is decreased to 80% and 60%. The properties are unchanged at 80% power. However at 60%, the peel increases while the shear value decreases.
UV Spectra
In order to reach the optimum crosslinking density for any UV-sensitive material, it is important that the emission spectra of the UV lamp match the absorption profile of the photoinitiator. For higher coat weights, we need to be sure that the UV light penetrates deep enough into the coating to ensure efficient curing in the lower layers. This can be achieved with high-powered UV lamps (240 W/cm), delivering focused light with a high peak intensity together with the use of longer wavelength UV. The D-bulb, which contains an iron additive, produces a UV spectrum with a main emission band between 350 nm and 400 nm.
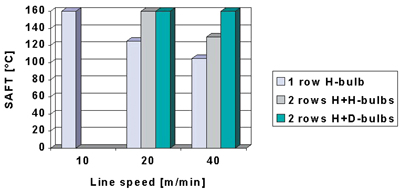
For this trial, the PSA was applied at 60 g/m2. Using a target SAFT value of 160°C, the relative curing efficiency of different bulbs was examined (Figure 8). When using only one row of lamps with an H-bulb, the maximum line speed lies between 10 m/min and 20 m/min. The use of two rows, both with H-bulbs, increases the line speed to a range between 20 m/min and 40 m/min. However, a very interesting result is seen by changing one row to the D-bulb. The longer UV wavelength of the D-bulb improves the curing into the depth of the coating, which shows clear benefits for higher coat weights. This demonstrates that with the right modification of the UV spectra the line speed can be increased.
Possible Lamp Overlap
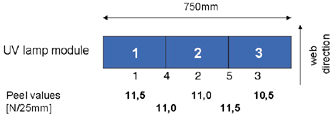
A Ferrisgate concern regarding the 10" Fusion lamps has been in the region of “possible” lamp overlap. In these areas, does the adhesive experience more radiation than other areas?Using PSA Nr. 4, a polyester web was coated at a weight of 20 g/m2 and processed at a speed of 50 m/min, with lamps at 100% and H bulbs. The three lamps were positioned central to the web. By carefully correlating the positions of the three lamp modules to the web, it was possible to measure the peel force at the three central positions of the lamps (1, 2 and 3) and also the positions where there could have been overlap (4 and 5). See Figure 9.
As can be seen, there is no significant difference in peel values. Further work is planned in terms of shear, but Ferrisgate is confident that overlap is not occurring.
Future Prospects
The graphs shown in this article are not intended to compare one PSA system with another. The intention is to show how UV-PSA properties can be influenced by a wide range of external influences, which do not relate to the adhesive formulation itself. These include changes in coat weight, temperature in curing area, UV dose and UV spectra.There are many industrial installations all over the world running UV-curable PSAs in a wide range of applications. UV-curable PSAs are now used for packaging labels, flexo-press labels, security documents, car-interior materials, medical tapes and transfer tapes, to give only a few examples. In this article, we wanted to demonstrate that today UV-curable PSAs can be formulated and processed to deliver a wide range of application properties, making them more viable for industrial use than they were in the past. Also, the development and research work for a wider range of base polymers for UV-curable PSAs is ongoing. Together, these should point to a bright future for UV-curable PSAs with prospects of further growth in commercial applications.
As this technology is relatively new to Ferrisgate, there were a number of concerns from an operator's viewpoint. However, several trials later, it can be reported that no problems were experienced. In fact, Ferrisgate is now coating a UV adhesive for a customer on a routine basis without input from technical staff.
This article is based on a paper presented by Petra Burger at RadTech Europe Exhibition & Conference, Nov. 8-10, 1999, Berlin. For more information on UV lamp systems, contact Fusion UV Systems, Inc., 910 Clopper Rd., Gaithersburg, MD 20878; phone 301-527-2660; fax 301-527-2661; email www.fusionuv.com.
For more information about custom coating and laminating services, contact Ferrisgate Ltd., Ferrisgate House, Burrell Way, Thetford, IP24 3RA, U.K.; phone +44 (0) 1842 766308; fax +44 (0) 1842 754438; e-mail tech.sales@ferrisgate.com.
