In contrast to household or office applications where relatively few adhesives are used, many adhesives are used in industry and a lot of these are tailor-made for special requirements or processing. An industrial adhesive has to fulfill the following requirements:
- fast and safe bonding of the materials,
- cost-saving production tool and
- compatibility with the existing production lines.
One also expects the adhesive to stand up to the demands of the finished product in service (e.g., low-temperature resistance for deep-freeze packaging or a high blocking resistance for envelopes in tropical countries). Regulations regarding protection of health and safety must be followed (for example, food-packaging adhesives). Last but not least, price plays a big role in the choice of adhesive.
Recently, ecological questions are also playing an important role in the decision of which adhesives systems to use. Much progress has been made in the past few years in quantity reduction through application technique, and in waste reduction. Now the discussions turn to the question of the influence of adhesives on the reuse (e.g., returnable packaging) or on the recycling of bonded materials.
Adhesives in the Paper and Packaging Industry
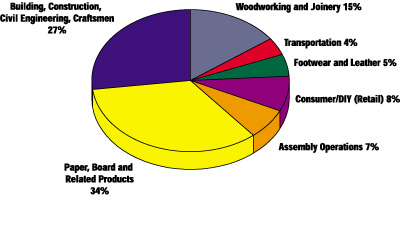
The paper and packaging industry is one of the largest users of adhesives [Fig. 1]. Adhesives used in paper and packaging can be divided into two main types:- water-based systems like dextrins, starch or emulsion adhesives, and
- hot melts. Which type of packaging adhesive to use in an individual case depends, among other things, on the material to be bonded, the production equipment and the end-use demands on the bond.
Sometimes waterborne adhesives are the better solution. At other times, hot melts are the adhesives of choice. Both types contain a polymer that is responsible for the cohesion, or internal strength, of the adhesive. The required wet-out and penetration are achieved by dissolving or dispersing the polymer in water, or by melting it into a liquid form. The adhesive is returned to a solid condition by removing the water by absorption or evaporation, or by cooling the melt. In both cases, it is a physical process that is responsible for building strength in the glue line.
Reactive products are also used, but only for some special applications such as bookbinding.
Paper Recycling
Modern society is increasingly convinced of the need to manage the waste it generates in a responsible way. Paper, whether it is packaging, graphic, tissue or specialty paper, constitutes an important part of household and industrial waste streams. It is essential that the whole paper chain, from material suppliers to paper manufacturers, printers, converters, publishers, retailers and the final consumer, works hand-in-hand towards a closed-substance cycle.From 1990-1995, the total world consumption of recycled fiber increased by 35%, from 85 million tons of recovered paper in 1990 to 115 million tons in 1995. In 1995, 42.7% of all paper and paperboard consumed in the world was recovered, with a total recycled-fiber consumption equaling 41.4% of the total volume of world production of paper and paperboard.
We expect the global annual consumption of recovered paper to grow at a rate of 3.8% to 2010, and that fiber furnishes will change considerably during this period. This growing use of recovered paper in the industry means that the global recovered-paper utilization rate will grow from 41.4% in 1995 to about 50% in 20101. The reasons why the use of recycled fiber is increasing are:
- The lower cost of the recovered fibers compared to virgin pulp, and
- Increased legislative and regulatory influences around the world.
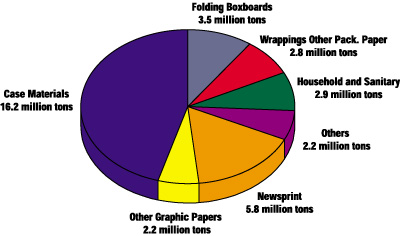
Worldwide, paper recycling has seen a remarkable increase in recent times. Today, paper has one of the most closed eco-cycles of any product. The foundation of this performance has been the economic reality of paper recycling as an industrial process, coupled with increasing public awareness and public participation in collection systems. Europe [Fig. 2] is among the leading regions in paper recovery (European recovery rate is approximately 49% compared to the world average of 37%, USA 45% and Canada 45%).
Although recycling is both economically and ecologically sound, waste paper cannot be used in all paper grades, nor can it be used indefinitely. Three things must be kept in mind:
- Strength – Every time a fiber is recycled it loses some of its strength. After being reused about six times, it is no longer strong enough for papermaking.
- Quality – Some grades make little or no use of recycled fiber because they need certain qualities provided only by new pulp.
- Utility – It is not possible to recover all paper. For example, cigarette paper is burned. Some papers are put to permanent use in books, artistic works or accounts. Some quite literally go down the drain! Others are not recoverable because their end use results in bonding them to materials that are unsuitable for recycling.
The Paper-Recycling Process
The target of the paper-recycling process is to get back the cellulose fibers of the used paper as completely as possible. All non-paper components in the used paper should have properties that do not influence paper recycling in a negative way.The recycling process in the paper mills starts with mixing the recovered and sorted used papers in a pulper with water and special chemicals. The main non-fibrous components, like plastic, aluminum foils, staples, paper clips and so forth, are separated from the fibers in the first step.
Fibers are progressively cleaned. For certain users (e.g., for the production of graphic and hygienic papers), they must be de-inked. Especially persistent dirt and color particles are dispersed with the so-called hot disperser to the point that they cannot be seen with the eye. Afterwards, the pulp can be pumped to the paper machine, which is usually integrated in the same mill.
Compared to former times, screening today is the most important process component for removal of the non-paper components in the recycling process. While in the past this contamination could easily be washed away by the process water, today this is not possible because of closed water loops. Hence, the development of improved screening machines is of great importance. An example is the new filter-basket types that, with their optimized geometries of filter sides and modified rotor elements, allow separation of very fine contaminants. Meanwhile, slots of 0.10 mm are commonly in use in screens for improved removal of sticky material. These baskets show a better efficiency but lead to higher costs for maintenance and a higher reject rate.
Problems Recycling Thermoplastic Materials
The recycling of recovered paper, especially graphic paper, is a process that aims at the recovery of fibers at a high-yield level. Printing-ink particles, as well as all other materials, should be removed at the highest degree possible.The removal of printing-ink particles by flotation has been developed over the years to a satisfactory level. But the fight to remove “stickies” during the processing of recovered graphic paper continues.
Stickies are among the worst of paper-contamination problems. They hurt the appearance of the produced paper by creating specks and holes, and disrupt the production process by forming sticky deposits in the machine. Hence, their name. These sticky deposits are complex formations and are thermoplastic, which means that they become soft and sticky at higher temperatures, e.g., in the paper-machine drier sections. Many of the substances used in paper manufacturing and paper processing show thermoplastic properties, such as coating binders, ink binders and many adhesives.
Recycling Friendly Adhesives
Due to the fact that one would like to get back the paper fiber during paper recycling, all non-paper substances should be extracted very early and, if possible, easily and completely — this means 100% — from the substance stream. Adhesives have to fulfill these requirements, also.In general there are three possibilities:
1. The adhesives are dissolved in the process water and excreted with the water out of the system.
2. The adhesives are removed mechanically by screening.
3. The adhesives are separated by centrifugation.
Dissolving or dispersing of adhesives in the process water was for a long time the main process of the paper recycler. This was the reason why the adhesives industry developed special water-soluble and dispersible adhesives. Their introduction in the market was a success for the manufacture of directories, for instance, due to the fact that the use of such adhesives was stipulated by the customer.
A process of rethinking has taken place during the last years, at least in the middle-European paper-recycling companies. Water loops in the paper plants are more and more often of the closed type due to environmental rules that encourage use of the existing water in the paper machines for the pulpers. Substances dissolved in this water become concentrated, which leads to problems. Therefore, the requirements of the recyclers on the “non-paper components,” including adhesives, are: “Non-paper components should be dimensioned and mechanically stable in such a way that they survive as large particles, without being comminuted, in the conditions of pulping and allow mechanical separation by means of punched screens, slot screens and centrifugal purifiers. Relevant examples are cover foils, staples, thick adhesives layers, various product samples. Materials applied in very small dimensions or disintegrating into very small parts are unfavorable because they cannot be removed using today’s conventional sorting methods. Recovered paper components, which dissolve in the process under standard conditions of de-inking (pH 8–10) and reach the process water, pose a risk of unintended spreading to all parts of the paper machine. Problems occur when sticky residues – stickies – form in re-drying. Stickies can be removed only in tedious manual work from the switched-off paper machine. A well-known way in which stickies form is agglomeration of dispersed or dissolved auxiliary materials, e.g., water-soluble or redispersible adhesives, paper-coating binders, coatings, varnishes and printing-ink constituents. This results in the requirement that recovered paper should contain as few components as possible which dissolve or disperse in a weakly alkaline medium and form sticky residues or cause discoloration.”2
So, designed adhesives should be removed easily and quantitatively by filtration.
Paper and Packaging Adhesives
It is useful to classify adhesives with respect to paper recycling by the properties of their dried films because the adhesives are found in the waste paper as a solid film. This adhesive film should only have properties that do not disturb the recycling process. Classifications such as emulsions, hot melts and pressure sensitive adhesives are not very expressive regarding film properties and are therefore not useful.As the recycling takes place in an aqueous environment and partly under high temperatures, properties of the adhesive film such as water solubility, dispersibility and heat sensitivity play the most important role [Fig. 3]. Depending on the production process, the adhesive film forms directly during bonding (adhesion/cohesion bonding), or one uses a preformed adhesive film (cohesion/adhesion bonding) as in the example of adhesive tapes or heated seal coating.
Generally, the requirements on adhesives to be water-insoluble and have high mechanical stability are easy to fulfill. Today, a lot of industrial adhesives in the field of paper and packaging are formulated on the base of synthetic polymers, which are insoluble in water. Additionally, there are adhesive systems, e.g., for construction bonding, which show a high mechanical strength and are completely water insoluble. These adhesives can bond papers very well and are used in some cases in the paper and packaging field. Reactive polyurethane (PUR) hot melts, for the production of books, catalogs and magazines, and polyamide hot melts, for packaging, are examples of such systems that are in use today.
Nevertheless, there are adhesive applications in which adhesives can fulfill their end-use requirements only if they are water-soluble or very redispersible, for instance, gumming of envelopes. In this case, the properties are predetermined by the end use of the adhesives. Normally, these adhesives should not cause any problems because they are only a small part of the recycle stream, are not sticky when highly diluted and are usually not thermoplastic.3
Another adhesive group is pressure sensitive adhesives such as those used on labels and tapes. Their properties are predetermined also by the application. In principle, pressure sensitive adhesives do possess a potential to build stickies due to the permanent tackiness of pressure sensitive adhesives. However, it is possible to formulate pressure sensitive adhesives so they won’t be torn apart into very small pieces in a modern recycling process. Then they can be separated by a sorting machine.4
One can say generally that most paper and packaging adhesives have a high cohesion at room temperature and that they cannot be torn into very tiny particles in a modern processing process. An increase in temperature does decrease the cohesion of thermoplastic substances, however, so it is therefore very important that the temperature of the systems does not increase in the paper-recycling process. Nevertheless, repeated closed-water cycles lead to an increase in water temperature. Therefore, cooling the water cycle in the paper plants is strongly recommended.
Adhesive Application Process
One must not only consider the specific properties of adhesives during the discussion of their potential to form stickies, but also how they have been applied during processing. In the past, adhesives were often applied by wheels, nozzles and discs, which normally led to layers of some tenth to some hundredth micro meters. Today, spray and electromagnetically operated nozzles are used because the high production speeds of modern paper-processing machines do not allow the use of wheels or disc application due to their splashing properties. An additional advantage of these nozzles is that one can apply adhesives very exactly. Due to the fact that these are closed systems, premature drying cannot take place with water-based adhesives. This leads to a reduction of adhesive waste as well as a reduction in the cleaning time needed.Furthermore, with the use of modern nozzle technology, one can often reduce the quantity of the adhesive used. But, the thinner the adhesive is applied, the lower the forces are that can be absorbed by the adhesive before it will be disintegrated into very small parts.
It can be very problematical for paper recycling if the adhesive does not have the form of a thick caterpillar or has a compact film, but instead consists of a lot of small dots or thin beads. In this case, the possibility does exist that the adhesive will be dispersed too finely during paper recycling. Many more industries use adhesives than ever before, and, because of the advantages of nozzle application, many more of these users are converting to nozzles.
Summary
Today the production of paper, cardboard and cartons without the use of waste paper is unthinkable. Ecological as well as economical reasons speak for the recycling of waste paper. Legislation in Germany has taken this into account and has fixed a quota of 70% for the waste paper content in paper, cardboard and cartons. To avoid making paper recycling and recovery of cellulose fibers more difficult, and to reach this quota, it is necessary that all substances and procedures that contact paper during its service life not interfere with recycling.Comparing adhesives with other substances brought into the paper system during paper production (e.g., coating binders) and paper processing (e.g., ink binders) and that have properties similar to adhesives, one finds that adhesives play a small role with respect to quantity. Certainly, adhesive formulators can tailor the recyclability of paper and packaging adhesives. But due to the fact that optimum recycling depends upon processing parameters at the paper recyclers, any solution must be a joint effort with help from paper recyclers.
In this context, the paper-recycling industry is asked to give the paper-processing industry criteria to assure that paper and packaging materials, including adhesives, contribute to improvements in paper recycling. The adhesives industry must see to it that adhesives fulfill the requirements of both the paper processors and the paper recyclers.
For additional information on recycling adhesives, contact Henkel KGaA; phone + 0049-211-797-7968; fax + 0049-211-798-8798; e-mail hermann.onusseit@henkel.de; or visit www.industrial-adhesives.com.

