The effects of polymer dispersions on the physical and chemical properties of flexible cementitious sealing slurries are well known.1The resulting products have been used for many years as surface-protection systems.2Second-generation sealing slurries of this type are characterized by their high polymer fraction with the polymer-cement (p/c) ratio being typically 0.8 or more. The polymer, which ensures that the membrane remains flexible down to low temperatures, must have a very low glass-transition temperature (Tg) (typically in the region -5 to -60°C). The technical properties of this type of building material are described elsewhere.1-2
Powdered Polymeric Starting Material
Until recently, all commercially available low-temperature flexible sealing slurries were two-component systems. This meant that, immediately prior to use, the user had to mix a powdered component with a liquid component on-site. Both logistic considerations (reduction in freight volume, no need to protect against freezing during storage, simplified disposal of containers) and the improved handling properties (ready-made powdered product that can be mixed to the required consistency by simply adding water, thus making preparation more reproducible and less prone to error), led to considerable effort in developing a suitable single-component cementitious slurry product. The main difficulty in this development work was the availability of a powdered polymer that exhibited adequate low-temperature flexibility and good processing properties, especially with regard to the drying of the slurry coat after application.The aim of this article is twofold: to explain the difficulties in producing a redispersible powder with adequate low-temperature flexibility, and to present a new solution to this problem, including a description of the associated physical and chemical characteristics. The use of powdered products of this kind in other "elastic" applications, such as flexible tile adhesives, will also be discussed.
Redispersible Powders from Drying Aqueous Polymer Dispersions
Redispersible powders3-7are usually made by carefully drying aqueous polymeric suspensions in a spray drier.8Typically, drying temperatures are 120-200°C at the drier entrance and 60-80°C at the drier exit (the cooling being due to evaporation of the water of dispersion). At such high drying temperatures there is a risk that a soft polymer (e.g., one with a Tgwell below 0°C) will undergo irreversible particle-particle coalescence and film formation during the drying process. Initial deterioration of this type often results in formation of undesirable large size agglomerates and poor redispersion properties when water is added on the job site. However, since it is only the redispersible fraction of a dispersion powder that modifies the properties of the building material (a fact especially evident whenever the dispersion powder alone is responsible for binding9), poor redispersibility can only be compensated for by the undesirable step of increasing the amount of powder used.Spray Additives Improve Redispersion of the Dry Powder
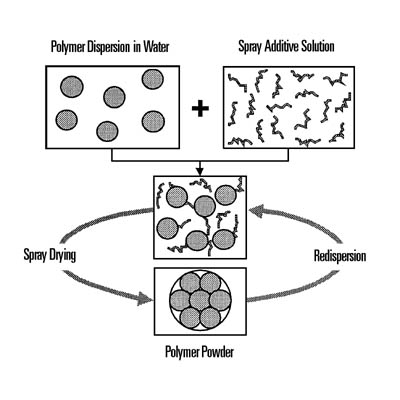
Generally, premature film formation of the polymer particles can be prevented by including hard, water-soluble additives (spray additives) to the dispersed binding agent prior to the drying step (see Figure 1).The spray additive distributes itself between the continuous aqueous phase and the surface of the dispersed particles. Since the spray dries within seconds, the distribution of particles at that time becomes frozen in, with the spray additive acting as an inter-particle spacer. Irreversible coalescence of the polymer particles is thus prevented. If the dried powder is subsequently mixed with water again, even low-level shear is sufficient to cause the spray additive to dissolve completely, releasing the essentially unchanged primary dispersion particles. The polymer powder is thus re-dispersible again.
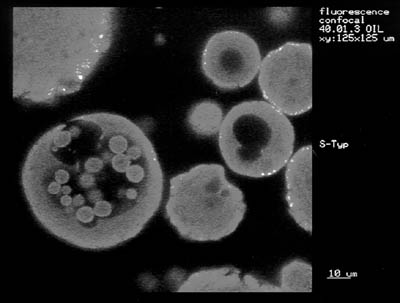
The validity of this model has been established with microscopic measurements. Fluorescence microscopy using a confocal laser-scanning microscope (CLSM) is a non-destructive optical technique that can generate high-resolution images of very thin, well-defined sections of a prepared specimen. The method is, therefore, especially suited to imaging the interior of particles in the dispersion powder.
Figure 2 shows a CLSM image of a BASF product after embedding in silicone oil. In addition, a powder sample was ground in a mortar at -120°C and the fragments examined in a scanning electron microscope.
Preparation of Dispersion Polymer/Spray Additive Mixtures
Four model polymer dispersions were prepared using a standard semi-batch polymerization process. The dispersions differed in their styrene-acrylate ratio and therefore had correspondingly different Tgs. All other experimental parameters were kept constant to assist the comparison of results.The spray additives used included an aryl sulfonate-based low-molecular-weight condensation product and a polyvinyl alcohol (PVA) with a degree of saponification of approx. 88% and a weight-average molecular mass of approx. 26,000 g/mol.
Spray additive solutions were stirred into the dispersions and mixtures were then adjusted to a solids content of 30% using added deionized water. Spray drying was performed in a laboratory apparatus with maximum 2 kg material/hr throughput capacity, using a binary nozzle atomizer under standard conditions.
A qualitative assessment was made of the redispersibility of the polymer powders based on the amount of sediment that formed during a 72-hour redispersion period with a solid fraction of 30% w/w.
Tensile Strain Test Results
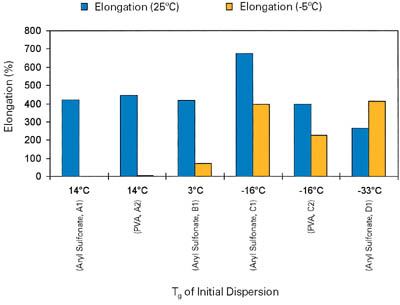
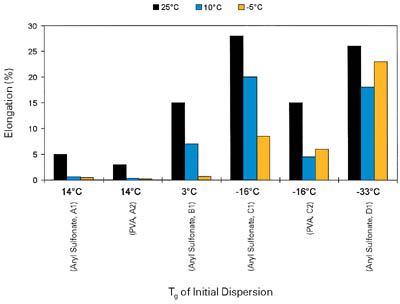
To compare the flexibility of the polymer powders, air-dried films were tested using a tensile strain experiment. All powders were redispersed in water in the ratio 30% w/w and left to form a film at room temperature. The free polymer films achieved their final hardness within two weeks at the most. Film samples were pulled in a commercial tensometer at temperatures of 25 to -5°C, until fracture.At a temperature of 25°C, the elongation at break of these redispersion films -and thus their elasticity - was essentially independent of the Tg. Effects first become observable at lower temperatures. At -5°C, redispersible powders with a Tg above approx. 10°C are essentially inflexible. Soft powders with a Tg under about 5°C are still elastic at this temperature, the extent of elasticity being determined by the spray additive (see Figure 3).
The fact that the redispersion powder with a Tg of -33°C at a test temperature of -5°C is not more flexible than that with a Tg of -16°C is presumably a result of a small amount of prior film formation during the spray drying process.
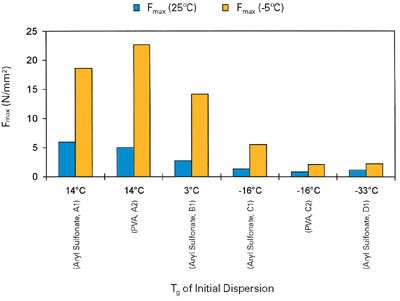
In contrast, the maximum tensile strength (stress) is solely determined by the difference between the glass transition temperature of the polymer and the measurement temperature, and it falls monotonically as a function of decreasing Tg (see Figure 4). The type of spray additive used has no significant effect on the tear strength.
Spray Additive Influences the Temperature Dependence of the Tensile Modulus
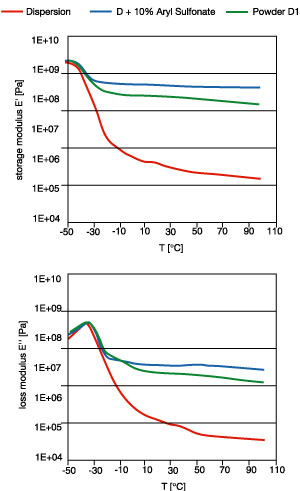
The qualitative property of a polymer film known as ‘flexibility' is associated with the material's tensile strength and its elongation at break. However, this behavior is best interpreted in terms of the temperature dependence of the film's tensile modulus. The tensile modulus can be interpreted as the initial gradient of the stress-strain (load-extension) curve from a simple tensile loading test, and comprises an elastic part (storage modulus E') and a viscous part (loss modulus E").To measure these quantities, the initial dispersions and the polymer/spray additive mixtures were left to form a film at room temperature both before and after spray drying. The temperature dependence of the polymer film's storage and loss moduli were then determined in a dynamic mechanical analyzer.11
The influence of the aryl-sulfonate-based spray additive is demonstrated in Figures 5-6.
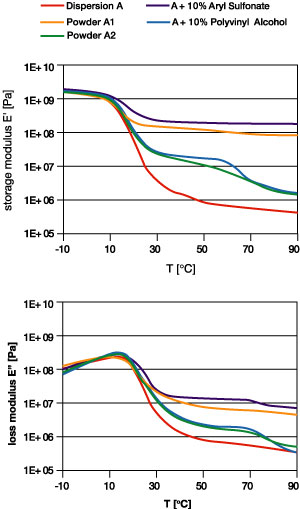
Very different behavior is observed when the partially saponified polyvinyl alcohol spray additive is used. The much greater molecular mass of the polyvinyl alcohol means that this additive is effectively immiscible with most copolymers, including the styrene-acrylate copolymers used in the present study. The two polymer phases, therefore, remain separated in the mixture; as a result, a second glass transition - that of the polyvinyl alcohol - is observed at around 60-70°C. In this temperature range, the tensile moduli decrease with increasing temperature (see Figure 6).
The absence of physical crosslinking means that there is only minimal cohesion within the redispersion film when subjected to thermal or tensile stress. The low level restoring forces are also manifest in the low flexibility observed in the tensile strain test (see Figure 3).
These experimental observations are of direct relevance to product applications characterized by a high polymer fraction and a desired high degree of low-temperature flexibility. Examples of such applications are flexible sealing slurries and flexible tile adhesives, both of which are discussed in greater detail in the following two sections.

Tensile Testing of Single-Component Sealing Slurries
Each of the six redispersible powders described was used to manufacture a single-component (‘one-pack') sealing slurry using the simplest possible formulation (see Table 3).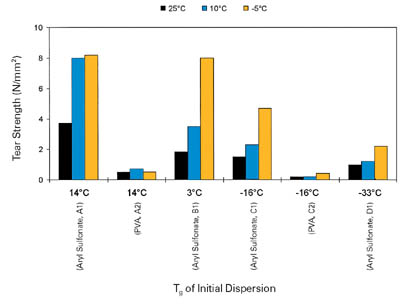
Once mixed for use, each sealing slurry was spread wet-on-wet in two to three coats onto an inert polyethylene sheet (application rate: 3 kg/m2), left to dry for 24 hours and then peeled off as a film. The films were then stored for a further 14 days in a standard reference atmosphere. The tensile breaking strength and the elongation at break of each slurry film was then measured at room temperature, 10°C and -5°C (see Figures 7-8).
As the investigations of the elongation at break at 10°C and, in particular, at -5°C show, a sealing slurry will only exhibit sufficient flexibility if the Tg of the polymeric component is far enough below the measurement temperature. However, the price paid for this effect is the significant reduction in the inherent strength of such a product (see the results for the softest polymer in Figure 7). Even at the lower measurement temperatures, the polyvinyl alcohol-containing acrylate powders are again characterized by their lower tensile strengths and lower extensibility compared to the aryl sulfonate samples.
From the results discussed in this section, the sealing slurry with the most balanced set of properties in terms of inherent strength and low-temperature flexibility is the aryl sulfonate redispersible powder with a glass transition temperature of -16°C.
Bond Strengths of Flexible One-Component Tile Adhesives
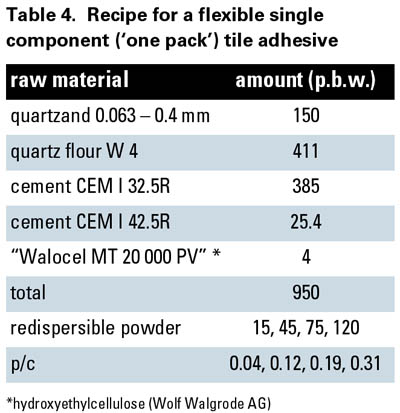
Two aryl-sulfonate-modified acrylate powders with Tgs of +14°C and -16°C (A1 and C1, respectively) were used in the preparation of powdered flexible tile adhesives. Testing of the corresponding polyvinyl-alcohol-modified powders was not possible because the bond strengths of the corresponding tile adhesive formulations were far too low.As with the sealing slurries, the simplest possible recipe was used for the investigations of the polymer-modified cementitious tile adhesives (see Table 4).
To understand the effect of polymer content in the formulation, the polymer-cement ratio of the dry mixture was varied between 0.04 and 0.31, corresponding to a polymer fraction of between approx. 1.5 and 12% w/w in the tile adhesive. For comparison purposes, a common, commercially available EVA-based polymer powder recommended for this purpose was also tested (Tg = -5°C; contains polyvinyl alcohol; EVA = ethylene vinylacetate).
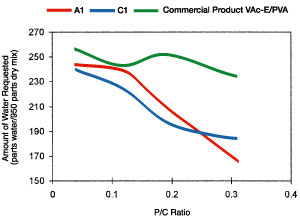
The amount of mixing water required was that which gave the best workability coupled with sufficient stability of the tile on the test substrate. As shown in Figure 9, the amount of water required was found to decrease with increasing p/c with the acrylate powder systems but was approximately constant with the EVA-based powder. As expected, the differences between the two product groups are marginal at very low polymer fractions.
Tile adhesive bond strengths were determined using the old DIN 18 156 standard (tile pulloff test) on samples with p/c ratios of 0.04 and 0.23 (corresponding to a polymer fraction of 1.5% w/w and 10% w/w, respectively). Bond strengths were measured under four conditions: after 28 days dry storage at room temperature ("standard reference atmosphere"); after 28 days in the standard reference atmosphere followed by additional high-temperature storage at 70°C; after 7 days in the standard reference atmosphere and then 21 days wet storage; and after 7 days in the standard reference atmosphere followed by freeze-thaw cycling.
The failure pattern observed during these tests was always either cohesive failure or concrete substrate breakout and never adhesive failure. The measured bond strengths, therefore, represent minimum values and reflect the inherent strength of the tile adhesive. Their magnitude may, however, also be a result of the reduced amount of water required by these modified materials.
Bond Strength and Freeze-Thaw Cycling
The bond strength results shown in Figure 10 demonstrate that the differences between the three test powders are slight at low polymer fractions. At the higher polymer level tested (p/c = 0.23), in spite of the lower Tgand high inherent flexibility, C1 yielded bond strengths that were indeed somewhat less than the higher Tgpolymer A1 but, importantly, were comparable to the harder commercial EVA-based powder - with its much weaker ability to impart flexibility.As the experiments on the sealing slurries showed (see Figure 8), the addition of a sufficient quantity of soft acrylate powder C1 results in a dramatic increase in the flexibility of the cementitious compound material. The lower inherent strength of the polymer is the reason for the reduced bond strength compared with the harder polymer A1 (see Figure 10). This effect is compensated to some extent by the reduced amount of water required by the acrylate-containing formulations (see Figure 9). It is noteworthy that, compared with the EVA-based product, the two acrylate-containing powders offer significant advantages when subjected to the particularly critical freeze-thaw cycling test.
The choice of the right acrylate powder for flexible and highly flexible tile adhesives depends upon the desired material properties. If a high inherent strength is of primary importance for an application, then the harder powder A1 is certainly preferable. If the user attaches greater weight to a product with good (low-temperature) flexibility and adequate inherent strength (e.g., when tiling on a substrate that may be subject to movement), a softer powder such as C1 is the material of choice.
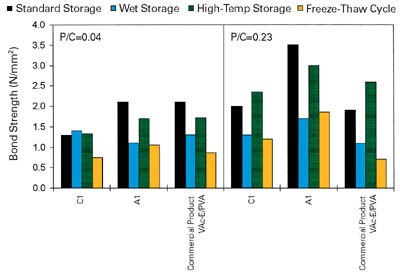
* Normal storage: 28d standard reference atmosphere; Wet storage: 7d standard reference atmosphere + 21d wet storage; High-temp. storage: 28d standard reference atmosphere + 14d 70°C + 1d standard reference atmosphere; Freeze-thaw cycling: 7d standard reference atmosphere + 21d wet storage + 25 “–15°C/Water” cycles)
Summary
The present work provides insights to the challenges associated with manufacturing soft redispersible polymer powders (i.e., ones that are flexible at low temperatures). By using a new spray drying additive technology, the elastic properties of a soft acrylate dispersion can be retained in the resulting redispersible acrylate powder. Powder products of this type can be used successfully in ‘elastic' applications such as flexible cementitious sealing slurries and (highly) flexible tile adhesives. In the latter, high bond strengths are combined with excellent resistance to freeze-thaw stress and exceptionally good flexibility, even at low temperatures.For more information on redispersible polymer powders, contact Luke Egan, eganl@basf.com .
References
1 Angel, M.; Denu, H.-J. Dichtungsschlämmen für den Betonoberflächenschutz [Sealing slurries for protecting concrete surfaces].Farbe&Lack103 (1997), No. 8, p. 92.2 Volkwein, A..; Petri, R.; Springenschmid, R. Oberflächenschutz von Beton mit flexiblen Dichtungsschlämmen - Teil 1 [Concrete surface protection using flexible sealing slurries - Part 1]. Betonwerk und Fertigteiltechnik 54 (1988), No. 8, p. 30. b) Volkwein, A..; Petri, R.; Springenschmid, R. Oberflächenschutz von Beton mit flexiblen Dichtungsschlämmen - Teil 2 [Concrete surface protection using flexible sealing slurries - Part 2]. Betonwerk und Fertigteiltechnik 54 (1988), No. 9, p. 72.
3 Schulze, J. Redispersionspulver im Zement [Redispersible powders in cement]. TIZ-Fachberichte 109 (1985) No. 9, p. 698.
4 Rietz, U.; Dispersionspulver, Herstellung und Verwendung [Redispersible powders: manufacture and use]. Chem. Tech. makromol. Stoffe (FH-Texte, 12. Koll. FH Aachen) 53 (1987), p. 85.
5 Walters, D.G. VAE Redispersible-Powder Hydraulic-Cement Admixtures. Concrete Int. 14 (1992) No. 4, p. 30.
6 Tsai, M.C.; Burch, M.J.; Lavelle, J.A. Acrylic Dry Polymer Modified High Solids Cementicious Coatings. Proc. Water-Borne Higher-Solids Powder Coat. Symp. (1993), p. 322.
7 Denu, H.-J.; Pakusch, J. Ein neues Dispersionspulver mit integrierter Bindemittel- und Verlaufsfunktion [A new redispersible powder with integrated binding and leveling properties]. European Coatings Show (Nürnberg 1999) Bauchemiekongreß.
8 Armbruster, W. Die Zerstäubungstrocknung [Spray drying]. Chem. App. Verfahrenstechnik 93 (1969) No. 12, p. 469.
9 Dörr, H.; Lohmann, W. Ohne Wasser geht's auch - optimales Formulieren und Produzieren von Dispersions-Pulverfarben. [Doing without water - optimized formulations and the production of dispersible powder pigments]. Farbe&Lack 101 (1995), No. 8, p. 708.
10 Richardson, M.J. Comprehensive Polymer Science Vol. I. Hrsg. C. Booth, C. Price, Pergamon Press Oxford (1989), p. 867.
11 Zosel. A. Lack- und Polymerfilme - viskoelastische Qualitätsmerkmale [Paint and polymer films - viscoelastic quality characteristics). Hrsg. U. Zorll, C.R. Vincentz Verlag Hannover (1996), p. 21.
12 Mächtle, W. Coupling Particle Size Distribution Technique. Angew. Makromol. Chem. 162 (1988), p. 35.

