Assembling the Sandwich Composites
PROBOND(2) Polyurethane Glue was applied to two 6" x 5" x 0.25" aluminum plates, aluminum/wood plates and wood/wood plates using a paintbrush. After applying the adhesive, the plates were sandwiched together using a clamp. During this process of adhesive application and bonding, air sampling was conducted for 30 minutes in accordance with the Huntsman Method I1024G Rev 1.8(3).After 30 minutes, the first test specimen in each set was placed in a chamber at 21degC (room temperature), ~50% relative humidity (RH) air, for 40 hours. Air was pulled through the chamber at a flow rate of about one L/min.
The corresponding test specimen was placed in the other chamber at 54degC, ~50% RH air, for 40 hours. Air was also pulled through the chamber at a flow rate of about one L/min using a calibrated sampling pump (Gilian Sampler Model HFS 113A). The test conditions were chosen to cover two extreme temperature ranges.
Evaluating Commercial Wood Boards
The following finished commercial composite wood boards supplied by customers were also evaluated for MDI emissions:
The boards were cut into 5" x 6" pieces. Air was drawn through the chamber at 23degC (room temperature) for 48 hours and nitrogen at 90degC. The air was pulled through the chamber at a flow rate of about one L/min using a calibrated sampling pump (Gilian Sampler Model HFS 113A).
Quantification of MDI was achieved by pulling the chamber air through a 13-mm glass-fiber filter coated with 1,(2-methoxy phenyl) piperazine (1-2 MP) derivatizing agent and diethyl phthalate (DEP) as per Huntsman Method I1024G Rev. 1.8. The filters were desorbed in dilute 1-2 MP toluene solution and analyzed for MDI using high-performance liquid chromatography (HPLC) with ultraviolet (UV) and fluorescence detectors (FD) connected in series.
Test Chambers
Each test chamber consisted of a two-piece silanized PYREX(4) glass container made by modifying a 12-liter round-bottom flask (bottom piece). The lid had several openings to allow for airflows, temperature measurements, RH measurements, exhaust and sampling ports. During the testing, all unused openings were closed except the one that was used for air changes. Two test chambers were used simultaneously to conduct the tests at different temperature conditions. These chambers were silanized with dimethyldichlorosilane prior to each test to minimize surface reactivity of the glassware with MDI.Emission Tests
Prior to each test, the test chambers were purged with air or nitrogen for at least a 24-hour period at both conditions. The atmospheres from the test chambers were monitored prior to the test to ensure that the chambers were free of residual MDI or other potential interferences. The test specimens were placed in the test chambers, and air or nitrogen was pulled through the test chambers and through the two filters connected in series (front and back filter assembly), at a sampling rate of about one L/min using a sampling pump (Gilian Sampler Model HFS 113A).The concentrations of MDI emitted from the specimens were determined over a 40-48 hour period, with five to six consecutive eight-hour samples. Following each sampling period, the filters were removed from their respective holders and desorbed immediately into separate vials. The holders containing the filters were also rinsed, and the rinses were combined with the vials containing the respective filters to yield total MDI (filter + holder) value.
Upon completion of the entire 40-48 hour sampling period of each test, the test specimens were removed from the chambers. The chambers were rinsed with a solution of 1-2 MP in toluene to remove and quantify any residual MDI that may have been present on the inside surface of the glass test chambers.
Sample Preparation/Collection/Analysis
Prior to the start of each test, 13-mm glass-fiber filters were coated with ~ 2 mg of 1-2 MP and 1% DEP by saturating each filter with ~ 0.1 ml of a solution of 1-2 MP and DEP in toluene (20 mg/ml of 1-2 MP). The filters were allowed to dry in air. Each filter was loaded into a Swinnex cassette. The cassettes were capped and placed in the refrigerator until used.A total of two air samples (one per test specimen) were taken during the application of the adhesive to the plates within 6" from the application area. Air was drawn through the filter paper housed in the Swinnex cassette with a sampling pump at a flow rate of about one L/min. The sampling durations were 30 minutes each.
Then the test specimens were loaded in the chambers. Sampling trains (two in total) were attached to the sampling ports of Chambers 1 and 2, respectively. The samples were collected on two 1-2 MP-coated filters loaded in two separate cassettes connected in series to determine if there was any breakthrough of MDI, which would lead to underestimation of MDI. The rear cassette was attached to the sampling pump and the front cassette was attached to the exit line of the test chamber.
After sampling for eight hours, the filters were removed and desorbed as described above. The filter/toluene solution was shaken for one hour, evaporated to dryness and reconstituted in a mobile phase. An aliquot was transferred to an auto-sampler vial for analysis by HPLC using UV and FD detectors.
An aliquot from each chamber rinse sample was also transferred to an auto-sampler and analyzed by HPLC using UV and FD detectors along with the filter samples for each test.
Standard Preparation/Detector Calibration
Approximately 20 mg of 4,4' MDI (RUBINATE 44 binder) standard was weighed and transferred into a 50.0 ml volumetric flask. The flask contents were diluted to 50.0 ml volume with dry toluene and mixed well. From this flask, 20 ml was transferred and stored in a vial fitted with a PTFE-lined septum. This vial was labeled as Stock A (0.400 Kg/Kl). From Stock A, 5 ml was diluted to 25 ml in a volumetric flask with dry toluene and mixed well. From this flask, 20 ml was transferred and stored in a vial fitted with a PTFE-lined septum. This vial was labeled as Stock B (0.080 Kg/Kl).Working standards over the range of 0.4/Kg to 5 Kg/vial were prepared by spiking appropriate aliquots from Stock A and Stock B in a vial containing 1 ml of dilute 1-2 MP toluene solution plus 100 Kl (2 mg of 1-2 MP + 1% DEP) of concentrated 1-2 MP toluene solution. At least three standards were prepared per each solution. The instrument gave linear response to the 1-2 MP derivative of MDI over a concentration range of 0.1 Kg to 10 Kg for FD and 0.1 Kg to 60 Kg for UV, respectively.
The desorption efficiency and check standard samples were also prepared along with the standards. Average response-factor ratios for MDI (MDI concentration/peak height) were calculated and multiplied by the peak-height responses generated during sample analysis to determine MDI concentrations.
Filter Collection Validation
The filter collection method used for the determination of MDI in this study was evaluated to ensure that the MDI derivative is stable under the test conditions. Two sets of 12 filters each coated with 1-2 MP and DEP were spiked with known quantities of MDI. Using sampling pumps, air was pulled through six coated filter cassettes from Set 1 at 23degC for eight hours at one L/min. Using sampling pumps, air was also pulled through the remaining six coated filters from Set 1 at 90degC for eight hours at one L/min. The Set 2 filters were used as controls (non-exposed filters). Each filter was then removed from the cassette and processed vs. the non-exposed filters. The collection efficiency of the exposed cassettes (chamber air pulled through for eight hours) vs. non-exposed was determined. The average collection efficiency was ~91% (21degC) and ~99% (54degC), indicating no loss of derivatization agent under the test conditions.System Validation
The system was validated to demonstrate that the collection method for MDI would work at the test conditions if MDI were emitted from the bonded test specimen. This was achieved by generating an MDI atmosphere using pure 4,4' MDI in a PTFE dish placed in the chamber and showing that the total MDI (collected on the filter plus remaining in the dish) based on the mass balance could be recovered after the test. The validation recovery tests were conducted at 23degC in air and at 90degC in nitrogen. The recoveries averaged to ~ >90% in both the cases.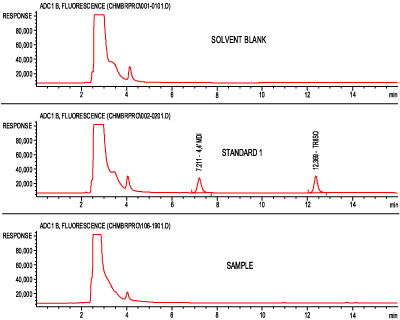
Results and Discussion
The limit of quantification (LOQ) for the analytical method referenced above is 20 parts per trillion (0.2 Kg/m3 of air sampled). Analysis of the samples collected during the application of adhesive to the aluminum plates, wood/wood and aluminum/wood (0 time) detected no MDI at LOQ of <20 ppt. All chamber samples at room-temperature condition showed no MDI at LOQ of <20 ppt). The first eight-hour chamber sample at 54degC condition detected MDI at 60 ppt. The subsequent four eight-hour samples did not detect any MDI at LOQ of <20 ppt. (See Table 1.)The composite wood specimens showed no MDI at <20 ppt (LOQ) for both conditions. (See Table 2.) No breakthrough was observed in the backup filter assembly.
Using the HPLC analytical instrument, the derivatives of MDI were resolved from the 1-2 MP, DEP and solvent front. Chromatograms of a blank filter, a standard and a sample are shown in Figure 1.
The supporting data for each curve, in the form of a response-factors table, are found in Tables 1 and 2, respectively. The details for UV results are not listed because all the samples were within the linearity range of FD.
Summary and Conclusions
Finished commercial composite boards were also evaluated for residual emissions of MDI, which was monitored for a 48-hour period in the chamber.
Air samples for MDI were collected on 13-mm 1-2 MP-derivatized filter. The filters were analyzed using HPLC instrumentation equipped with UV and FD connected in series. Glued substrates showed insignificant airborne levels of MDI, and wood composite boards showed no emissions above the LOQ (<20 ppt).
References
1 RUBINATE is a registered trademark of Huntsman International LLC. The mark is registered in the United States and elsewhere, but may not be registered in all countries.2 PROBOND Polyurethane Glue is a registered trademark of Prochemtechnology, Inc., Manufacturer: Elmer's Products Inc.
3 Method for the Collection, Storage and Determination of Airborne 4,4'-methylenediphenyldiisocyanate (MDI), and oligomers as vapors and particulates (Huntsman Method I1024G Rev 1.8).
4 Pyrex is a registered trademark of Corning Inc.
5 1,(2-methoxy phenyl) piperazine (1-2 MP) is manufactured by Fluka, Catalog # 65225.