There has been a growing concern that the pressure sensitive adhesives (PSAs) currently used in many products cause the "stickies" problem in the paper-recycling process and, therefore, are not environmentally friendly. Most of the earlier repulpable adhesives were water-soluble PSAs that accumulated in the recycling water stream and exhibited poor moisture resistance and low adhesion performance.
The U.S. Postal Service (USPS) took the initiative to spearhead a program designed to develop an environmentally friendly PSA for use in the U.S. postage stamp. Extensive industrial research has been devoted to the development of a repulpable PSA. Solutia, a major PSA manufacturer, collaborated with paper producers, release-liner companies, converters, paper-recycling mills and testing labs for the development of a benign PSA.
This article describes different designs of PSAs and the pulping behavior of PSAs having different polymer structures. A novel acrylic emulsion PSA was developed with excellent adhesion properties, moisture resistance and recycling performance. The adhesive, designed with enhanced hydrophobicity and cohesive strength, can be easily removed during the early stage of the recycling process. This new emulsion PSA (GME 2956) has shown outstanding recyclability in the pilot-plant and mill-scale processes and is currently qualified for benign postage-stamp usage in the United States.
Experimental
1. Adhesion Performance The emulsion adhesive was coated on 1-mil-thick Mylar (PET) film and dried at 90 deg C for five minutes. Samples were cut into one-inch strips and applied to stainless steel test panels. The peel adhesion was measured in duplicate on an Instron tester after a 20-minute dwell period. The static shear strength was determined by hanging a one-pound weight on a 0.5-inch-wide strip having a bond area of 0.25 in2 to a vertical stainless steel test panel. The time to failure was noted, and the test was run in triplicate.
2. Permanence Test
The paper substrates used for the test were Bond, Kraft, Recycled and Wove envelopes. The emulsion adhesive was coated on silicone release liner, dried at 90 deg C for five minutes and then laminated to the primer layer of stamp-paper face stock. The laminates were cut into one-inch-square labels.
Initial permanence performance was assessed by slowly peeling the one-inch-square labels by hand after a 30-minute dwell period to the various paper substrates. Aged permanence performance was measured by performing the above test using laminate constructions that were stored at three different aging conditions (70 deg C, -40 deg C and 38 deg C/90% relative humidity) for six weeks. A zero-to-five scale was given to the permanence rating. (0 = low adhesion and no fiber pickup, 1 = strong adhesion and no fiber pickup, 2 = fiber pickup, 3 = less than 50% paper tear, 4 = more than 50% paper tear, 5 = 100% paper tear.)

3. Lab Pulping Test
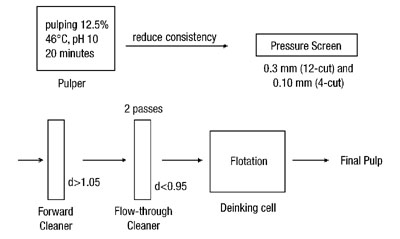
The emulsion adhesive was coated on silicone release liner, dried at 90 deg C for five minutes and then laminated to the primer layer of stamp-paper face stock. Five-percent adhesive laminates mixed with 95-percent copy paper were pulped for 20 minutes at a high consistency (14%) with a pH of 10 and a temperature of 46 deg C. The pulp was diluted to 1% consistency and passed through a six-cut flat screen. The pulp was then passed through the flotation/de-inking cell. Pulp samples were collected at every stage, and hand sheets were prepared for adhesive dirt-count analysis. The lab pulping equipment is shown in Figure 1.
Results and Discussion
Acrylic, both emulsion and solvent-based, rubber and hot melt adhesives are several different types of pressure sensitive adhesives currently on the market. Acrylic PSAs are more popular due to the combination of desirable performance properties and low cost.Monomers used in the production of acrylic PSAs can be categorized into three classes. The first two classes are characterized by their respective Tg values. Soft monomers, characterized by low Tg values, include n-butyl acrylate, 2-ethyl hexyl acrylate and iso-octyl acrylate. These monomers are longer chain alkyl acrylates and exhibit low water solubility (i.e., high hydrophobicity). Hard monomers, characterized by high Tg values, include styrene, methyl methacrylate, ethyl acrylate and methyl acrylate. The third class is the functional monomer with various functional groups, such as carboxyl or hydroxyl. Examples of functional monomers are acrylic acid and hydroxyethyl acrylate, which are very water-soluble.
The hydrophobicity of the hard monomer depends on the monomer structure. Methyl acrylate and ethyl acrylate, which are short-chain alkyl acrylates, have higher water solubility.
The adhesion performance of acrylic PSAs is controlled by the composition, molecular weight and crosslinking density of the polymers. Typically, you adjust the soft monomer, hard monomer and functional monomer to obtain the desirable adhesion-property balance for a specific application.

The centrifugation operation involves forward and flow-through cleaners. The forward cleaner removes high-density particles having a specific gravity higher than 1.05, whereas the flow-through cleaner separates out the low-density particles having a specific gravity less than 0.95. The density of conventional acrylic PSAs is close to water and therefore hard to remove by either centrifugal method.

According to the American Forest & Paper Association, "stickies" cost the U.S. industry $650 million a year. Water-soluble PSAs were developed to tackle the "stickies" problem since they would dissolve in the water stream upon entering the recycling process. Unfortunately, water-soluble PSAs are usually very moisture sensitive, and the adhesion performance does not survive high-humidity conditions. Furthermore, the dissolved adhesive would build up in the closed-loop water stream and contaminate the recycling water.
Therefore, the key challenge in the development of a benign PSA was to produce a PSA that could be removed from the recycling process by screening, washing and flotation while maintaining all of the stringent adhesion-performance requirements (adhesion permanence, accelerated-aging performance) in the final product.
Effect of Hydrophobicity on Pulping
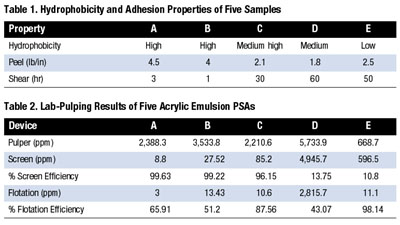
Several emulsion acrylic PSAs with different hydrophobicity were prepared in the laboratory. The effect of hydrophobicity in the acrylic PSA on the re-pulping behavior in the paper-recycling process was studied.Table 1 (page 37) shows the hydrophobicity and adhesion properties (peel adhesion and shear) of the five samples. The hydrophobicity is rated among these five adhesives based on the monomer composition. Table 2 (page 37) shows the lab-pulping results of these five acrylic emulsion PSAs.

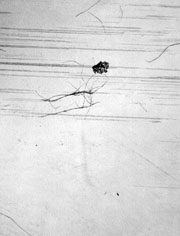


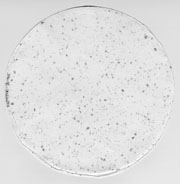



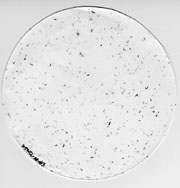
The final dirt count in the hand sheet, Figure 6[b], is comparable to Samples A and B. The most beneficial characteristic of this adhesive is that it becomes non-tacky under current re-pulping conditions. When the adhesive particles from this sample were separated from the pulp, no fibers were attached to the particles. Figure 3[b] is an optical micrograph of these particles with no fibers attached.
Effect of Different Face Paper on Pulping
As mentioned earlier, stamp face paper has a water-soluble primer layer between the adhesive and the paper fibers. This primer layer facilitates the separation of the face paper (stamp) from the adhesive. How the primer layer influences the pulping behavior of the adhesive is not yet understood.
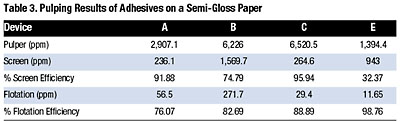
Since non-stamp-paper labels will not contain this primer layer, we decided to carry out a study by making adhesive laminates using a face paper with no water-soluble primer. A commercially available semi-gloss paper was chosen. Adhesives A, B, C and E were tested with the semi-gloss paper. The pulping results are shown in Table 3 (page 39).


The pulping results of Adhesive E were almost the same as using stamp paper. It generated very small adhesive particle size (as shown in Figure 10), and the removal efficiency by flotation is very high with the final dirt count close to 10 ppm.

Design of Benign PSA
Two distinct approaches in the design of an environmentally benign PSA emerge from the above studies. One approach is to design the adhesive with high hydrophobicity, like Adhesives A or B, and sufficient cohesive strength. This approach relies heavily on the screening operation to remove the adhesive contaminants from the pulp. Since the adhesive particles remain very tacky throughout the pulping process and differences in temperature, pressure and screening consistency exist between various paper-recycling mills, it is possible that insufficient removal efficiency could be detrimental to the paper machine. However, from a paper-recycling mill's point of view, this approach is still more desirable since it removes the stickies from the system as early as possible. In addition, some paper-recycling mills may not have centrifugation cleaning and flotation operations for further removal of adhesive contaminants.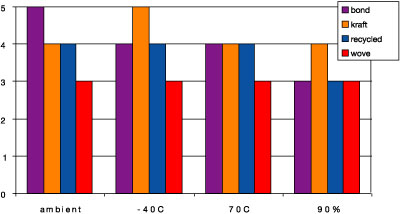
A novel approach in the design of a hydrophilic polymer that maintains permanence even under humid conditions has been described elsewhere.* These PSAs break down into small particles and rely more on the flotation operation for removal of the adhesive contaminants. Since the adhesive detackifies during the pulping process, the problem of buildup on equipment and web tear is reduced. However, very little, if any, adhesive contaminant would be removed from the final pulp processed in paper-recycling mills without a flotation operation.
The U.S. postage-stamp application imposes very stringent requirements for adhesion performance and recyclability. Along with the requirement of initial permanence to different envelopes, the adhesive must maintain permanence after aging at -40 deg C, 70 deg C and 90% humidity in order to pass. A new benign adhesive (GME 2956) based on the first approach meets all of the USPS performance requirements.
Figure 11 depicts the permanence test and aging results of GME 2956 on various types of envelopes. The adhesive adheres very strongly to paper substrates and exhibits excellent low-temperature, high-temperature and high-humidity resistance.
Pilot-Plant and Mill-Pulping Test
The flow diagram of the USPS pilot-plant recycling protocol is depicted in Figure 12. Five-percent printed adhesive-stamp laminates mixed with 95-percent copy paper and envelopes were pulped for 20 minutes at a high consistency (12.5%) with a pH of 10 and a temperature of 46 deg C. The pulp was diluted and passed through two pressure screens of 12-cut (0.3-mm slot) and 4-cut (0.10-mm slot) size. The pulp was then passed through the forward cleaning, flow-through cleaning and flotation operations. Pulp samples were collected at every stage, and hand sheets were prepared for adhesive dirt-count analysis.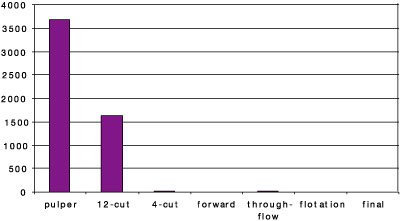
The new adhesive ran successfully through a commercial paper-recycling mill with excellent recycling results. There was no machine downtime, and the quality of the final paper was Grade A.
Conclusions
Different designs of emulsion acrylic PSAs were tested to understand the effect of the polymer structure and the face paper on the recycling behavior of the adhesives. Highly hydrophobic polymers yielded larger adhesive particles that were easily removed during the screening operation, whereas more hydrophilic polymers were easily removed by flotation due to their smaller particle size and loss of tack during the pulping process. Face paper without a water-soluble primer layer requires high shear to separate the adhesive from the fibers during the pulping stage. Under high shear, low-cohesive-strength PSAs break down into smaller particles than high-cohesive-strength PSAs.Solutia has developed a new adhesive with excellent initial and aged permanence performance and great recyclability. The adhesive's outstanding recyclability stems from polymer characteristics, such as high hydrophobicity and high cohesive strength. Because of these desirable performance advantages, this adhesive is qualified for the USPS benign PSA stamp application.
*J. S. Guo, M. Ojunga.Andrew, S. D. Trembley, and A. T. Chen, TAPPI Recycling Symposium Proceedings, p. 95, March 5, 2000, Washington, DC.
Acknowledgements
We would like to thank Mississippi River Corp., STR (Specialized Technology Resources, Inc.), FPL (Forest Products Lab) and Dr. Joseph Y. Peng at the U. S. Postal Service for their assistance and guidance.
Additional information on benign Adhesive GME 2956 is available from Solutia, Inc., Functional Solutions Division, Springfield, MA 01151; phone 413-730-3241; fax 413- 730-3394; or e-mail mgbing@solutia.com. Or Circle No. 257

