Interior Trim Parts
With the exception of carpets, decorative textiles for interior trim parts are mainly based on polyester. Back-filling with upholstery fabrics improves their comfort. Because of their good resilience, polyurethane (PUR) foams are the materials of choice. The most frequently used lamination technique is the flame-bonding process, where the surface of the foam is melted with an open gas flame.
Today, legislation requires investments in air-cleaning equipment to ensure that permissible emission limits are not exceeded. In combination with the costs of maintenance and the disposal of the purging media, flame bonding of PUR foam gets increasingly more expensive. Furthermore, polyether-urethane foams have to be manufactured with costly additives in order to provide good end-use properties.
· High bonding strength;
· Good resilience;
· Resistance against degradation;
· Breathability;
· Softness/flexibility;
· Low VOC content (fogging); and
· Heat resistance.
As current laminates of interior components do not meet all the requirements, increased demands for changes in the lamination technology are evident. Flame bonding increases the fogging values, and the laminates have a low recycling capability. In addition, the poor air permeability hinders the development of a new-generation of car seats that provide a higher level of comfort.
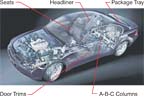
Woven and nonwoven composites coated and laminated with copolyester hot melt adhesives show excellent bonding performance without any special treatment. They fulfill the demands with respect to heat resistance for headliners, and softness and comfort for seat fabrics. The high-temperature stress during the “injection back molding” of A, B, C columns does not cause delaminations or surface imperfections. Because of the high specific bond strength of copolyester hot melt adhesives, only low coating weights are required and, therefore, no reduction in the breathability is noticed. Costs for exhaust air cleaning are eliminated since no volatile components are released under standard process conditions.
The use of thermoplastic copolyester adhesives and nonwoven fabrics as the substitution of flame-bonded PUR construction makes sense from qualitative, ecological and economical points of view.
In addition to the melting point, TM' another important characteristic is the melt viscosity, which is controlled by the molecular weight of the adhesive polymer. In general, highly viscous products with long polymer chains have better resistances compared to those with low viscosity.
In order to take full advantage of the unique performance of copolyester hot melt adhesives, any limitations in the coating technique to process these adhesive products should be avoided whenever possible.
Foam Replacement
The use of copolyester hot melt adhesives as the coating and lamination media reduces the fogging values of the foam laminates, but they still exceed the limits set by the original equipment manufacturers (OEMs). However, the replacement of flame bonding with thermoplastic adhesives provides no solution for the recycling problem. According to the directive 2000/53/EG of the European Parliament and Council dated September 18, 2000, concerning End of Life Vehicles (ELV), Article 7, Recycling and Recovery, Chapter 2a and b, 85% of the average car weight of all ELVs have to be material recycled at the beginning of 2006 and 95% by January 1, 2015. To fulfill this obligation, it becomes necessary that lightweight components of the vehicle such as headliners and seat covers can be recycled.
A basic demand for material recycling is the separation of the used parts into their raw-material groups. Composites based on a single feedstock minimize this effort and save costs. As most of the textile decorative materials are based on polyester chemistry, a foam replacement based on the same polymeric family must be developed.
The blend ratio of mono-component fusible fibers (100% hot melt adhesive) differs from the blend ratio when using bi-component fusible fibers. The number of bonding points between the matrix fibers is of importance for an optimal nonwoven cushion.
For economical production, a quick activation of the copolyester in a hot-air oven is needed. The melting point has to be as low as possible but high enough so that subsequent temperature treatments, such as the lamination to decorative materials, do not cause a volume reduction. The ideal melting range of the fusible fiber is between 150 degrees C and 170 degrees C.

Headliner Materials
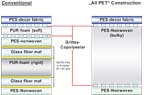
In a conventional headliner, up to eight different materials are combined to achieve the required properties like optical effects, stiffness and noise dampening. In 1991, EMS-GRILTECH launched a project for the development of a single-polymer headliner with the amorphous polyester fiber Grilene KB as binder. The project failed because of the high weight of the construction.
However, the development of bi-component fusible fibers, consisting of a semi-crystalline copolyester as the sheath polymer and a PET core, allowed the construction of an all-PET headliner. (See Figure 2.) Such headliners are now being installed in some vehicles in the United States.

Outlook
The share of thermoplastic copolyester adhesives for automotive applications will increase during the coming years. Because of their excellent cost/performance ratio, copolyesters are accepted products even in price-sensitive markets. The synergism to nonwoven constructions made from polyester fibers facilitates recycling, enables the fulfilment of the “End of Life Directives” and offers possibilities to reduce the costs for disposal.The replacement of conventional seating cushions and headliner materials with nonwovens has already taken place. More applications will follow the same pattern.
A single-polymer automotive carpet based on polyester chemistry could be the next step. Thermoplastic copolyester adhesives either in fusible fiber or as an adhesive can be used for tuft lock and the lamination of the secondary backing.

