
UV curing is widely accepted as the curing method of choice for wood coatings, plastic coatings and packaging overprint varnishes. In these applications, the benefits over thermal curing go beyond energy and environmental considerations, and include the following.
- Less capital investment
- Less floor space
- The potential for greatly enhanced coating/adhesive properties
- Suitability for curing 100%-solids formulations
- More suitable for curing coatings and adhesives used on heat-sensitive substrates, such as plastics and wood
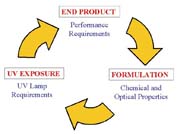
The equipment required to UV cure can impact operating costs for the application process, as well as the finished properties. Substantial progress has been made in this area, specifically the understanding of the relationship between performance properties and UV-curing conditions. As a result, communications between the various stakeholders in the process - end user, process integrator, adhesive formulator and UV lamps supplier - have significantly improved, delivering superior value to the customer. The figure demonstrates the process parameters that are integral to defining the UV-curing process.
It is important to note that, first, the end user dictates the requirements of the process. Next, the formulator develops an adhesive that meets the customer's performance and productivity requirements. Finally, the UV lamps supplier determines the best lamp solution based on the UV spectral requirements of the formulation and heat limitations of the substrate, and how the UV lamp can be integrated into the system.
The specific UV lamp features are dependent on the end-use application and curing conditions. Following are definitions of the primary UV-curing conditions used with adhesives.
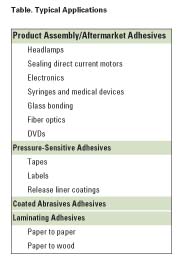
- Linear curing is used in web-based applications, such as pressure-sensitive adhesives, laminating adhesives and coated-abrasive adhesives, where a row or rows of UV lamps are suspended over the web.
- Flood curing is used primarily in bonding adhesives, though linear curing can be used in high-productivity applications (such as DVD bonding) where larger surface areas need to be cured.
- Spot curing is used in bonding techniques that require only a very small area to be cured.
- Linear curing benefits from life of the system coupled with superior UV spectral output stability. The specific features of the UV-curing equipment that relate to this benefit have the most impact. Variable power supplies allow curing conditions to be manipulated based on the product being coated and the speed of the line. Also, the recent development of solid-state power supplies has proven beneficial in terms of lower power consumption, improved curing efficiency and longer system life. Some manufacturers recently increased the warranties on their UV-curing systems and various consumables, thus lowering the cost of ownership.
Spot curing is the easiest process to test and apply to production. Key features include portability and flexibility. Workers can either use spot-curing units individually or as part of a larger automated dispensing and curing process.
Various coater manufacturers have made the investment in UV-curing equipment on their pilot lines in order to demonstrate process characterization and verification to end users. These pilot lines are also available to other stakeholders - raw-material suppliers, UV-lamp manufacturers and formulators - to test and quantify the benefits of new product development.
Conclusion
Already well established in the coatings and printing industries, UV curing will gain increased acceptance in the adhesives industry as users and formulators develop products and adhesives for the process. These innovations will result in higher performing products that use less energy and capital and have little or no solvent emissions.
Michael D. Brown is vice president of The ChemQuest Group Inc., Cincinnati, OH, an international strategic management consulting firm specializing in the adhesives, sealants and coatings industries.
Kevin Joesel is market manager of Fusion UV Systems Inc., Gaithersburg, MD, a supplier of UV-curing equipment.
For more information, contact The ChemQuest Group Inc., 8150 Corporate Park Drive, Suite 250, Cincinnati, OH 45242; phone (513) 469-7555; fax (513) 469-7779; or visit http://www.chemquest.com.