Sartomer Co. has been producing zinc diacrylate (ZDA) - primarily used in peroxide-cured rubber applications - for many years. Due to their lack of solubility in most monomers and oligomers, these metal acrylates have not found much use in radiation-curing applications. However, a new series of organic metal acrylates that are soluble in most monomers and lead to higher formulation capabilities has been commercialized under the name SARMET. Sartomer chemists have studied these new oligomers in various applications,1-5and improved adhesion to glass, metal, and metallized surfaces has been demonstrated repeatedly.
DISCUSSION
For the past six years, the metal-containing hybrid oligomers have been evaluated in radiation-curable PSAs. Various liquid and warm-melt, ultraviolet-cure PSA blends were evaluated for enhanced performance. This work covered commercial products along with some new higher metal-containing experimental products.
UV-CURABLE LIQUID PSA - BASE TACKIFYING BLEND
First, a simple approach was taken in evaluating the metal-containing hybrid oligomers in UV-curable PSAs. A liquid base tackifying blend used in formulating UV PSAs was used to evaluate the hybrid zinc acrylate oligomers. The formulation is shown in Table 1.
The control has low peel strength of 1.75 lbs-force. All of the hybrid zinc acrylate oligomers improved the 180° peel adhesion, but only two of the tested samples improved the tack as well. The 3% addition of CN2401 and the 6% addition of CN2402 both improved the tack as well as the peel adhesion. In fact, the 6% addition of CN2402 yielded both the highest 180° peel adhesion and tack for this series of samples tested.

The first two zinc oligomers did nothing to improve the SAFT, but the last two zinc oligomers both improved the SAFT.

UV-CURABLE LIQUID PSA - FORMULATED PSA BLEND
Next, the zinc acrylate oligomers were evaluated in a fully formulated, UV-curable PSA. The formulation for the PSA is shown in Table 2.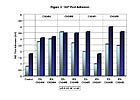



UV-CURABLE WARM-MELT PSA - FORMULATED WARM-MELT PSA BLEND
Both the polyester and urethane zinc oligomers were evaluated in a standard UV-curable warm-melt PSA. The formulation is shown below in Table 3.
Figure 6. 180° Peel Adhesion
This PSA is a low strength base that provided warm-melt adhesive characteristics. A 6% addition of the hybrid oligomers was added and evaluated. We were hoping to improve the adhesive characteristics over the "control" PSA being tested. Figure 6 shows the results for the 180° peel adhesion.Note that the control has very little 180° peel adhesion. All of the hybrid zinc oligomers do in fact improve the 180° peel adhesion.

Figure 7. Tack
Next we tested the tack on the same series of PSAs. The results, shown in Figure 7, illustrate that even the tack is very small for this type of PSA. Improvement was seen with all the hybrid zinc oligomers except for the CN2404.
CONCLUSION
This article demonstrates the improved performance seen by using new zinc-containing oligomers for both UV-curable and hot-melt PSAs. For the first system, the UV-curable liquid PSA-based tackifying blend, the best improvement was seen using a 6% addition of the CN2402. This hybrid oligomer improved the 180° peel adhesion and the tack, but made no improvements on the SAFT. To improve the SAFT and the 180° peel adhesion, either CN2404 or CN2405 needs to be used at a 6% level, but a reduction in tack will be seen.For the second system, the UV-curable liquid PSA-formulated PSA blend, improvements were obtained for all the hybrid oligomers tested. For the 180° peel adhesion, the best results were seen with CN2430 addition, but the CN2405 gave excellent thin and thick adhesive application testing. The CN2405 also had the best tack of the systems tested and had the best overall SAFT results for both thin and thick application.
The final system evaluated was the formulated warm-melt PSA. This material has a low 180° peel adhesion, low tack and low SAFT. So most all the test samples containing the hybrid oligomers performed better than the base UV-cure, warm-melt PSA. The best improvement across the board was CN2405.
These products represent a new raw material type for both peroxide- and radiation-curable systems, as well as crosslinking oligomers used in bulk and solution polymerization. Additional work in all the application areas, and new metal-containing molecules, are active projects at Sartomer.
APPENDICES - TEST PROCEDURES
The pressure-sensitive adhesive formulations were cast using a wire-wound rod applied directly onto the surface of 2.0-mil Mylar film. The adhesive was then cured by ultraviolet light using a 400-watt/inch mercury vapor lamp at 700 mJ/cm2 as measured by an IL 390B Light Bug meter. The samples were then covered with Rhodia release liner to protect the pressure-sensitive adhesive surface.The sheets were then allowed to dwell for 30 minutes at 72°F and 50% relative humidity before any testing was done. The samples were cut into one-inch strips at the time of testing. The peel adhesion was run as per ASTM D 903-98 at an angle of 180° and a speed of 12 inch/min. The samples were applied to the standard micro-finish, stainless-steel panels using a 41⁄2-lb PSTC roller. The samples were allowed to dwell for 15 minutes for the initial samples. Four samples per adhesive per condition were tested and averaged.
The tack was run as per ASTM D 2979-01 using a ChemInstruments Model PT-500 Probe Tack Tester. The surface of the probe comes into contact with the adhesive, dwells for one second and is pulled away. Seven samples per adhesive were run and averaged.
The shear adhesion failure temperature (SAFT) was run as per ASTM D 4498-00. One square inch of adhesive contact was applied to the standard stainless-steel panel and was then placed in an oven starting at 25°C. A 500-g weight was then applied. The temperature was raised by 5°C every 10 minutes. The point at which the sample fails was recorded. The limiting temperature on the oven was 225°C. The Mylar film will fail at 245-250°C. Three samples per adhesive were run and averaged.
ACKNOWLEDGEMENTS
The author would like to thank James Mudd and Berengere Patry for their contributions.For more information on zinc-containing oligomers, contact Sartomer Co., http://www.sartomer.com .