In a manufacturing environment, adhesive dispensing equipment can be instrumental in achieving excellent product quality. By selecting the right equipment, manufacturers can enjoy superior process efficiency, minimum waste and repeatable/consistent adhesive dispensing. These factors can reduce the overall cost of the end product and minimize future warranty costs.
Adhesives provide a range of benefits in assembly processes, including the ability to join dissimilar substrates, distribute stresses evenly, fill large gaps, and seal and bond simultaneously. Parts bonded with adhesives are more aesthetically pleasing than those assembled with mechanical fasteners.
Adhesive dispensing and placement can be readily accomplished using automated equipment. However, some problems do exist. Applying liquid adhesives may be messy if too much is dispensed. Adhesives often require time to fixture or gain a nominal working strength, and time to reach fully cured performance properties. By using automated dispense, positioning and curing equipment, these initial limitations can be overcome.
A range of equipment is available, varying from popular and proven technologies, such as pressure-time dispense systems, to low-cost, high-safety LED light-cure systems. To varying degrees, all adhesive equipment has a positive impact on controlling manufacturing costs by reducing product defects attributed to the amount, placement and cure of the adhesive.
Adhesive dispensing and monitoring equipment provides significant quality
advantages over manual processing technology. By using appropriate automated
dispense, motion control, detection, mixing and curing equipment, manufacturers
can reduce their cost per part and better control process quality.
Product defects can lead to costly warranty issues and, in extreme cases, more
serious problems, including lawsuits, injuries, and even death. Nowadays, a
single product defect can attract media exposure that can have disastrous
repercussions for a manufacturer. Imagine the ramifications of a surgical
patient dying because a component on an arterial catheter tool detached and
entered the patient’s bloodstream as a result of improper adhesive application.
Defects are often the result of manufacturing processes that do not incorporate
quality-control measures to ensure repeatable adhesive dispense volume,
coverage and cure. With the equipment available from major adhesive and
dispense equipment manufacturers, many of these issues can now be avoided.

Dispense Equipment
Automated dispensing systems consistently apply the exact volume of adhesive for a job, minimizing adhesive waste and guaranteeing that adhesive is never over- or under-applied. When adhesive is under-applied, the bond may not be strong enough to deliver long-term performance, and parts may have to be scrapped. When over-applied, the adhesive can create an aesthetic defect that may require additional process steps or rework to remove the excess. Automated dispensing systems can eliminate the need for inspection and rework activities along with their associated costs.Repeatable automated processes are critical to consistent production quality. A variety of dispense systems will accurately and consistently dispense adhesive regardless of package size or adhesive chemistry. Two such dispense systems are pressure-time and positive-displacement equipment.
Pressure-time systems consist of a pressure vessel and a dispense valve. Motive force, provided by compressed gas, fills the pressure reservoir and pushes the adhesive through a discharge line to a dispense valve. With the addition of a controller, gas pressure can be applied to the reservoir and dispense valve at required times. As needed, the system operator can control and vary the gas pressure, the time during which the valve is open, and the size of the dispense orifice.
Pressure-time systems are typically used in high-speed applications where dispense timing is critical. These systems can be programmed to dispense for an exact time at an exact pressure to deliver a consistent, controlled volume of adhesive. However, temperature-related adhesive viscosity changes can have a significant effect on the volume dispensed.

Positive-displacement systems involve mechanical pumps or gear-drive motors that incrementally deliver discrete amounts of adhesives. Examples of positive-displacement systems include advancing cavity pumps, cylinder/piston pumps and rod displacement pumps. These systems dispense a consistent volume of adhesive by programming the dispense parameters and then repeating the same process on every part assembled.
Process Monitoring and Detection Methods
Once dispense volume is consistent, adhesive placement on the part is the next critical quality challenge. Some applications require more-precise adhesive placement than others, so the manufacturer must decide whether to set up a robotically or manually controlled system.Quality control can be greatly enhanced by using commercially available monitoring and detection systems. In high-speed manufacturing environments, these systems are critical for reducing downtime and scrap, and eliminating the possibility that defective products enter the field and result in costly recalls.
To facilitate the detection of adhesive in a joint, a variety of fluorescent adhesives are now available. The presence of these adhesives can be determined using fluorescence detectors that read the relative level of fluorescence in a joint and provide a positive or negative feedback signal to accept or reject the inspected assembly.
To ensure precise adhesive placement, motion-control systems deliver the best end-product aesthetics and uniform performance. These systems are particularly helpful where high-speed production lines and/or intricate dispense patterns are involved. High-precision medical and electronic assembly applications rely heavily on robotic and motion-control dispense.
Robots can be integrated with either pressure-time or positive-displacement dispensers, and programmed to trace out various adhesive dispense patterns. Certain robotic workstations have a dispense point accuracy of up to 0.01 mm, allowing even the most complicated adhesive joints to be incorporated into a product’s design.
If the dispense pattern is a simple circle or arc, a rotary turntable may be used. More complex patterns are possible by simultaneously controlling all axes, providing three-dimensional linear and arc interpolations. For three-axis motion, either the work surface moves relative to the adhesive dispense point or the dispense point moves relative to the part on a beam or a gantry. To achieve a fourth axis of motion, the dispense point rotates on a shaft. Four or more axes of motion allow adhesive to be dispensed into more complex patterns and intricate locations.


Other flow monitors work like a mechanical fluid pump to actually measure adhesive flow through an orifice. Some simple devices provide an audible or visual alarm if the system detects a fault. Other units can provide full process data logging and interact with the dispense system to shut down the assembly line in the event of a fault, alerting the operator of the fault’s exact location. Simple low-level sensors located on dispense equipment will alert operators to replace adhesive before it runs out. This is especially important in joint designs that require little adhesive, as close-fitting parts and clear materials may make visual adhesive detection difficult.

Curing Systems
Light-cure adhesives require exposure to light energy of the appropriate wavelength in order to initiate the cure reaction. By controlling the wavelength, intensity, timing and duration of this light exposure, light-cure adhesives can be cured on demand.Parts can be repositioned and realigned until the assembly is exposed to the light source, curing the adhesive in seconds. Parts may be immediately moved to the next workstation or cured along the way using a light-cure conveyor. Sequential assembly operations can begin immediately without the need for racking parts or waiting for the adhesive to fixture. Light-cure adhesive systems greatly decrease the amount of work in process by eliminating the wait times between process steps.


By anticipating when the bulb needs to be changed, fewer quality issues will arise from uncured or partially cured assemblies. By tracking the output with dosimeters or radiometers, manufacturers can ensure consistent cure over time. Traditional metal halide lamps typically have an expected bulb life of 1,000-2,000 hours. LED light sources live up to five times longer and cure consistently over time.
Three main types of detection systems monitor the output of a UV system. In-line photo diodes found in select UV spot wand units and chambers can alert the end user to drops in the relative output of the bulb. UV dosimeters/radiometers can be calibrated to determine actual bulb intensity or calculate the energy dose delivered to the bond area. In advanced LED systems for UV curing, a circuit feedback system can alert the user to a failure of the LED.
Correct Mixing Ratios/Proper Mixing
Two-part adhesives always pose a manufacturing challenge because they require complete, on-ratio mixing of Parts A and B. Many equipment solutions now exist to help measure, mix and apply two-part epoxies, urethanes, methamethacrylate, and silicone adhesives.Adhesives that are not mixed correctly will not deliver the desired strength properties. Reduced performance may result in scrap costs if detected in process, or warranty costs if failure occurs in the field.
The simplest solution to mixing two-part adhesives has been to package them in two-part containers designed specifically for the manufacturer’s mix ratio. Parts A and B are forced simultaneously out of the cartridge and into a nozzle where they are mixed completely. This ensures the end user that the product has been mixed on ratio, and that the product is completely mixed so that it will deliver the cured properties promised by the adhesive manufacturer.
Static mixing just can’t compensate for all mix ratios and viscosities. Some products are somewhat immiscible, have a high mix ratio or have very large viscosity differences between parts A and part B and need to be physically mixed rather than forced through a static-mix nozzle. Dynamic mix valves have been created to rotate the two parts of an adhesive system together at very high speeds in a variety of ways. The most common method is a dynamic/static mix valve, where an air motor turns the elements of a mix nozzle at speeds of up to 4,000 rpm to completely mix almost any two-part adhesives.
Manufacturers looking to decrease their per-part cost and meet production demands may turn to bulk dispensing through continuous-feed meter-mix-dispense systems. These systems can dispense products from a variety of package sizes with the appropriate reservoirs or feed systems and volumetrically dispense two-part products consistently on ratio.
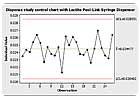
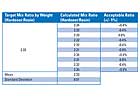
Figure 2 shows actual dispense data, which demonstrates a very repeatable mix ratio. With this adhesive, a hardener-to-resin ratio within 1% of the target produces a mixture that cures at the expected rate and results in a crosslinked polymer with the desired strength and performance properties. By ensuring that two-part adhesive systems are mixed completely and on ratio, a manufacturer can achieve higher quality assemblies with fewer defects related to adhesive bond failure.

Cost Reduction
Incorporating the appropriate adhesive processing equipment can greatly increase quality and reduce production costs. Bulk adhesives can reduce material costs directly attributed to packaging, and minimize the frequency of changeovers that add to process variability.Dispense equipment can reduce adhesive waste associated with material transfer, mixing and application. The right equipment can speed throughput time, bolstering production output and reducing WIP. Most importantly, adhesive dispense and monitoring equipment can help manufacturers reduce costly scrap, rework, and product defects.
Figure 3 presents an actual cost analysis for a product delivery, motion-control and curing-equipment system. This cost analysis measures the economic benefits of purchasing an $80,000 equipment system and discontinuing a manual-dispense process. In this example, the customer saved $245,000 in adhesive waste per year, $160,000 in labor costs and, most significantly, $382,500 in quality costs. The $80,000 equipment investment actually achieves a payback period of only 1.2 months.
Conclusion
In an age of global competition, design and manufacturing companies must take a hard look at their quality-control practices. By using adhesive dispensing, monitoring and curing equipment, manufacturers can achieve the highest level of quality control possible to ensure that no adhesive-related product defects occur or reach the field.Quality-control measures are ultimately incorporated into a manufacturing process to save money. Manufacturers need to assess the associated costs and risks of product defects to their business and invest in QC measures accordingly. Adhesive dispense, monitoring and curing equipment can be effectively used to save money and bring products to the next level of quality and performance.
For more information on dispensing equipment, contact Henkel Corp. at www.henkel.com.