
Next-generation epoxy adhesives are formulated to not propogate fire even when exposed to open flame.

Polyurethane adhesives are ideal for repairing thermoplastic cabin components.
These efforts began in 2009, when industry leaders recognized that some of the existing regulations did not directly measure the flammability of newly designed composite components built with new-generation materials and technologically advanced construction methods. Compounding the dilemma was the broad interpretation of required testing used by various aircraft manufacturers to determine whether assembled structures met the requirements of the 14 CFR 25.853 flammability regulations.
Several of the regulation methods at issue included the testing of adhesives, insert potting compounds, and edge fills used in bonded structures and honeycomb core composite panels for aircraft interiors. Closely defined parameters for sample material, size, and configuration were also lacking from combustion and flammability tests. Conversely, some testing was perhaps being conducted unnecessarily when, for certain materials, years of collective flammability data already existed.

Figure 1. Aircraft Composite Components Applications
Standardization Task Group
The Flammability Standardization Task Group (FSTG) was formed to work with the FAA and make recommendations to address some of these inconsistencies. The group is comprised of approximately 80 companies and more than 200 individuals representing global aircraft materials suppliers and manufacturers. Task group members conduct in-depth studies on substrates, adhesives/syntactics, and “details” such as texture and color of decorative laminates, plastics, and paints. Input from the FSTG is expected to support greater test standardization backed by a thorough understanding of the most effective methods for evaluating aircraft interior components of all sizes fabricated with a variety of materials and construction techniques.“We’re trying to determine which flammability tests and test combinations are needed to obtain accurate and repeatable results,” says Panade Sattayatam, engineering manager at C&D Zodiac and a team leader on the FSTG. “As the task group evaluates the findings, members are working together to apply years of experience in materials and manufacturing to recommend alternate methods of compliance (MOC) that maximize efficiency by trying to eliminate non-value added testing without compromising safety.”
Based on the findings of the FSTG, as well as testing performed by aircraft manufacturers and government agencies, the FAA is expected to issue a new policy memo covering flammability MOCs during the first quarter of this year. These MOCs can be used by aircraft manufacturers to ensure that consistent methods are used to evaluate the flammability, as well as the heat and smoke release performance of materials and components fabricated throughout the world.

Tabbed inserts in overhead stowage bins are held securely in place using epoxy syntactic.
Aircraft Materials Applications
In the past 20 years, aircraft OEMs have started to replace metal parts with composite materials to reduce weight and thereby realize significant fuel savings and increased payload capacity. Today, major airframe manufacturers utilize a broad range of lightweight, high-strength composite materials, including advanced thermoplastics and honeycomb core/phenolic prepreg composite sandwich constructions. The primary aircraft interior applications for fabricated composites include galleys, lavatory areas, overhead baggage bins, bulkheads, wall and floor panels, window reveals, and tray tables.Epoxy adhesives and potting compounds, along with low-density void- and edge-filling syntactics, have long been the “workhorse” materials in manufacturing interior aircraft components. Newer to the field are nano-toughened epoxies that provide high-temperature performance after a room-temperature cure and flame-retardant polyurethane adhesives that are ideal for use on hard-to-join engineering thermoplastics.
Accompanying the proliferation of non-metallic products used in building aircraft has been a growing base of information about how different materials can affect passenger and crew survivability in the event of an on-board fire or crash. For example, FAA 14 CFR 25.853-compliant adhesives and syntactics do not propagate flame when exposed to the 60- or 12-second vertical Bunsen burner test (see sidebar).
Adhesives and Syntactics Overview
Adhesives as a class of materials are designed to hold substrates together by surface attachment. The products distribute a load over an entire bondline rather than concentrating stress at specific points like mechanical fasteners. Adhesive bonding also can significantly reduce part weight and assembly time compared to mechanical fasteners.Epoxy paste adhesives are typically favored for use on metal, as well as composite primary structural parts that require good mechanical strength and performance at elevated temperatures (350°F dry/250°F wet). Epoxy adhesives feature high lap shear strengths, retain adhesion when exposed to vibration and thermal cycling, and exhibit excellent chemical/solvent and fatigue resistance. Epoxy adhesive pastes are also ideal as potting compounds used to install attachments and inserts in composite panels.
Polyurethane adhesives are typically more flexible than epoxies, with good shear and high peel strengths on metals and engineering thermoplastics. These types of adhesives are particularly well-suited for joining substrates with dissimilar coefficients of thermal expansion and for securing various types of inserts in composite panels.
Lightweight syntactics are produced by modifying epoxy resin systems with special fillers such as high-performance glass microspheres to produce low-density materials that can reduce weight while maintaining compression strength. These products exhibit good mechanical properties, along with the ability to resist fluid absorption and chemical attack. Syntactics are widely used for reinforcing honeycomb core, insert potting and edge-sealing composite panels against moisture incursion (see Figure 1).
Flame Retardant Adhesives and Syntactics
As FAA flammability requirements have changed in the past, both epoxy and polyurethane materials have been reformulated to comply with new regulatory standards and individual OEM aircraft demands. For example, the first flame-retardant epoxies included halogenated compounds and antimony oxide to reduce flammability. However, the presence of bromines generated high levels of smoke, making the products inappropriate for many cabin interior applications.Today, adhesives manufacturers are working closely with the FSTG to develop next-generation systems. The challenge in developing these new products is obtaining the needed flammability characteristics without sacrificing peel and/or shear strength, which would result in brittle bonds. In addition, new formulations must be TSCA registered, REACH compliant, UV stable, easy to handle and economical. Color is also important. Some very effective flame retardants produce dark-colored adhesives and syntactics that are not acceptable for use on light-colored aircraft interior components.
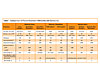
As chemists work to formulate new flame-retardant adhesives and syntactics, they also seek to improve the performance of properties such as strength and elevated temperature capabilities. At the same time, they are exploring the production of materials with ever-lower densities. At Huntsman, we are developing next-generation adhesives that maintain or exceed the mechanical strength of existing flame-retardant epoxies while significantly improving self-extinguishing characteristics. A new syntactic system being explored meets current flammability standards and performs at higher temperatures than previous formulations (see Table 1).
New Flammability Standards
In-depth physical examinations of new composite component designs for aircraft interiors have contributed to the need for improved materials, as well as upgraded flammability testing. For example, the standard Bunsen burner test did not adequately determine the flammability characteristics of medium-sized composite parts when exposed to a hidden heat source that might represent an in-flight fire threat. Industry leaders are working with the FAA to develop foam block tests designed to validate that structural adhesive and potting compound configurations do not propagate fire.At the same time, the FSTG has been investigating flammability test results based on composite parts of varied materials, size, thickness and construction. Among the test specimens are honeycomb core sandwich panels and composite laminates. The flammability performance of single components is also being studied. These specimens include different types, densities, and thicknesses of honeycomb core, unpainted panels, and panels coated with a variety of paint and ink colors, as well as panels that have been bonded, potted and/or edge sealed.
Several of the recommendations under consideration by the FSTG to help standardize flammability testing on adhesive and syntactic-containing composite components include:
- Testing adhesive, detail and substrate separately or bonded to a “worst case” substrate
- Testing a fabricated, potted or edge-filled panel section or potting/edge sealing compound alone
- Testing an adhesive or syntactic used for insert reinforcement alone to a 12-second vertical test
Conclusion
Stronger partnerships with materials suppliers are developing as OEMs take significant time and dedicate substantial resources toward research into the flammability performance of composite materials. It is through the commitment of all sections of the aviation industry that new products will come, leading the way to safer, lighter and more durable aircraft.For more information, contact the author at Huntsman Advanced Materials, 10003 Woodloch Forest Dr., The Woodlands, TX 77380; phone (281) 719-4859; fax (281) 719-4011; email todd_holder@huntsman.com; or visit www.huntsman.com.
Editor’s note: All photos ©Huntsman Advanced Materials.
SIDEBAR: Flammability Testing: Vertical Burn Test
Vertical burner test subjects are vertically mounted over an open Bunsen burner flame to determine a material’s flame propagation and self-extinguishing characteristics. The FAA’s 14CFR 25.853(a) defines two vertical Bunsen burner flammability standards (60-second and 12-second flame applications) based on materials and end-use applications.Materials and components such as commercial aircraft ceiling panels, partitions, galley structures, cabin walls, structural flooring and overhead baggage bins must meet the more severe 60-second test [14CFR 25.853(a) Appendix F Part 1 (a) (1) (i)]. In order to pass this test, a specimen must have an average burn length of no greater than 6 in. and an average flame time after removal of the flame source not exceeding 15 seconds. (This standard may change to specify “average flame time after removal of the flame source must self-extinguish within 15 seconds.”)
Materials used in floor coverings and textiles, seat cushions, trays and galleys, and electrical and ducting equipment must meet the 12-second test [14CFR 25.853(a) Appendix F Part 1 (a) (1) (ii)]. In order to pass this test, the average burn length of the materials may not exceed 8 in.; the average flame time after removal from the flame source may not exceed 15 seconds.

