
Cure time for thermically active adhesives can be accelerated by using infrared spot curing.
ince the early days of the microelectronics industry, adhesives have been used for simple applications such as wire tacking to replace mechanical tie-downs, as well as more complex applications such as mechanical elements of multichip modules (MCM), as underfills for BGAs or LGAs, as electrically or thermally conductive components of printed circuit board assemblies, and as the interface connection between optical and electrical networks for fiber-to-the-home (FTTH) applications. Adhesives are versatile in that they can be applied as liquids, pre-applied as films or post-applied as wicking liquids. They can also be formulated to provide a variety of physical properties. Adhesives are formulated with different moduli of elasticity to address structural needs, and they can be made with glass transition temperatures appropriate to differing application requirements.
The market pressure toward mass accessible consumer electronics has put pricing pressures on the assembly of microelectronic assemblies. In a highly competitive environment, this pressure is one of the reasons why specialty adhesive companies have fine-tuned their formulations to specific tasks using the latest reactive chemistries available.
All adhesives have one function in common: they must all “cure” or, more precisely, they must polymerize and change state from a liquid phase (e.g., gel, film, liquid) to a final solid state at a rate that is appropriate for the application but does not interfere with the automated needs of high-volume or high-precision assemblers of consumer electronics. Even B-stage and film adhesives are pre-cured to a certain degree before completing the final polymerization during the electronic assembly process.
The desire for speed and control in fine assembly processes of small components has driven microelectronic manufacturers toward fast reactive mechanisms to accelerate the cure of adhesive assemblies. These reactive mechanisms often result from the mixing of two-part chemistries (where the adhesive is in two parts to isolate a base monomer from a catalyst); from the use of frozen-when-stored glue formulations of adhesive (where the adhesive reactive mechanism is prevented from activation through cold storage at -40°C or similar temperatures); from the mixing of photoinitiators in a resin (where the polymerization is initiated in those glues by exposure to light at specific wavelengths, generally ultraviolet or visible light, and in many cases where the complete polymerization can be completed through exposure to these wavelengths); from the thermal and pressure activation of B-stage film adhesives; and from other atmospheric (moisture-cures or oxygen-cures) or surface pH-dependent cure mechanisms (such as can be found with the cure of instant adhesives).
Current Limitations
The most popular adhesives for applications in microelectronics, from die-bonding and MCM assembly through chip to leadframe assemblies, use thermally cured epoxies, whether unfilled or filled with thermal or electrically conductive particles. Requirements for fast throughputs and more complex assemblies using smaller and smaller chips (such as those used for radio frequency identification, or RFID, chips), smaller hard disc HGAs (head-gimbal assembly) or complex multi-layered die assemblies strain the current thermal curing techniques of reflow ovens, convection ovens, conduction plates or hot air systems, as these methods were initially developed to handle larger masses and less precise alignment requirements.
Thermal heating methods have also been developed using variable frequency microwave (VFM) energized systems to vibrate the molecules in epoxies to their thermal kick-over point. Although effective for a variety of substrates and configurations, these VFM systems tend to take up a footprint that is sometimes beyond the capability of the current assembly line. Many die-bonding assembly stations may also incorporate conductive heating pads or infrared ovens to pre- or post-heat assemblies within the glue dispensing station. This is also effective but may not be as precisely controlled as is desired unless extensive and complex feedback mechanisms are built in.
Thermal Spot Curing
The newest thermal curing system for microelectronics assembly uses the power of photonics (light energy) from a short arc source focused on an innovative fiber bundle that transmits through to the mid-infrared spectrum of light to create a broad spectrum of electromagnetic radiation, ranging from long ultraviolet (UV) through the visible spectrum and into the infrared spectrum. This combination of light energy focused into a tight area translates into extremely high irradiance values. For most microelectronic substrates, the result is a high conversion of photonic energy from light and radiant heat into internal heating.
An important part of this thermal curing system is the light transport pipe or fiber delivery bundle. This novel bundle is composed of fluoride glass fibers with low attenuation along the full spectrum of light that is emitted by the light source through to previously unreachable mid-infrared limits. This allows the full power of the light source to be focused as radiant energy with low losses onto the target area.
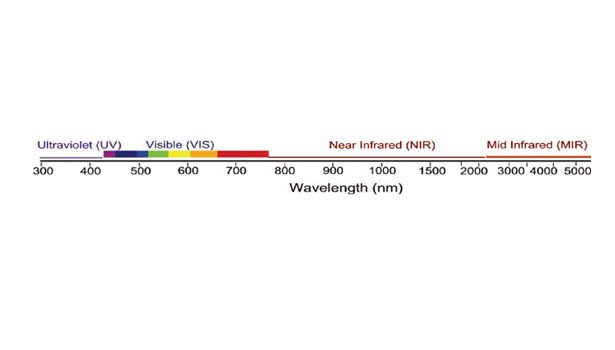
As shown in Figure 1, the power distribution along the spectrum of emission is particularly interesting for the microelectronics industry; different segments of this radiant energy can be responsible for generating heat using simple thermodynamic principles. For example, wavelengths below 750 nm (composed of UV and visible energy) absorb especially well into opaque surfaces commonly found in microelectronics assemblies. The transformation of light into heat is particularly rapid due to the power of low wavelengths. Paradoxically, this heat generation is concentrated on the surface layers of the substrates or adhesive.
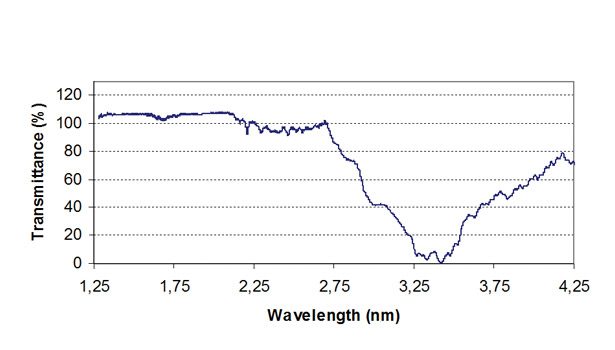
Wavelengths above 750 nm, however, transmit particularly well through deeper layers of substrates and adhesives. This region of the spectrum is the near- and mid-infrared region, which is also absorbed and transformed into heat very quickly by many of the fillers and form modifiers (e.g., silica, silver and aluminum) used in epoxy formulations and some solder pastes. In addition, wavelengths in the mid-infrared spectrum (above 2500 nm) are particularly important for their heating effect resulting from the vibrational energy of the C-H and O-H bonds in the typical epoxy formulations. Figure 2 shows a Fourier transform infrared (FTIR) scan of a typical microelectronics thermal adhesive and the absorption of this unfilled epoxy to certain wavelengths.
Process Considerations
All curing operations involve the effects of the adhesive on the substrate and of the substrate on the adhesive. This synergistic relationship becomes critical when the principles of using photonic energy to accomplish spot curing are applied, as the thermal effects from the substrate play an important role in the heat retention and conduction through to the adhesive.
Silicon plays a disproportionate role in microelectronics assembly as the substrate of choice for micro-circuits. Light energy that hits silicon is partially transmitted at certain wavelengths, absorbed at other wavelengths, and also partly reflected. As a result, incident light can warm the chip without overheating, and long wavelengths in the infrared region can transmit through to the adhesive location.
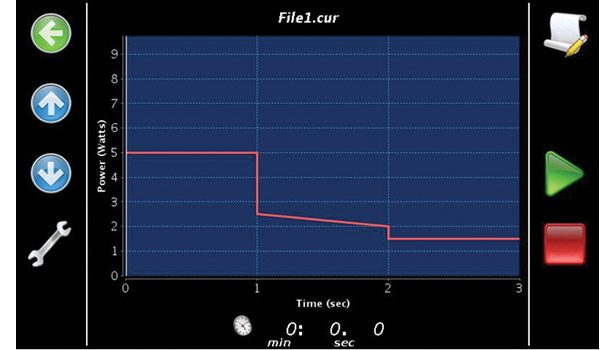
Heating control is also an important consideration for a bonded assembly because the adhesive layer and its adjacent surfaces (e.g., a die to a board) can be locally heated at a controlled rate to the thermal initiation temperature of the adhesive. This also controls excessive flow-out of the adhesive by driving it to the gel point more rapidly and reliably. By controlling the length of time at a set temperature, a temperature profile can be generated that cures the adhesive in a low-stress environment. In Figure 3, a display shows the ability to control the time of exposure, the photonic power emitted, and the ability to generate cure profiles. Spectral control is also possible.
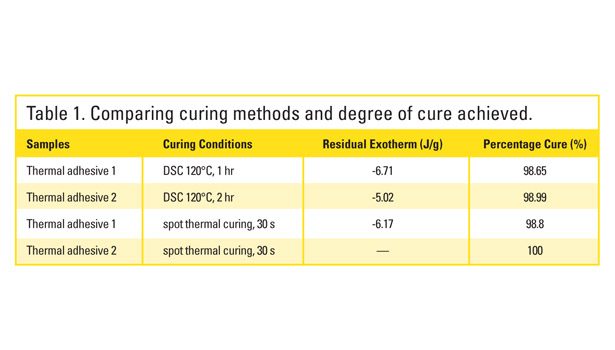
The photonic radiant manner of curing needs to be compared to traditional curing methods since it is not as widely adopted in the microelectronics industry as it is by medical device manufacturers for the integration of micro-optics and micro-electronics into their health care devices. Comparisons are industry- and application-specific, but some basic elements can indicate performance. For example, the degree of cure of a thermally curing adhesive can be determined through differential scanning calorimeters (DSC), among other techniques. Other metrics, such as electrical conductivity measurements, are used when the epoxy formulation is heavily loaded with conductive fillers and when the need for low electrical resistance is the main driver in the use of this type of epoxy.
Previous work has been performed to validate that the cure resulting from a focused photonic curing system led to equivalent degrees of cure for set samples. Table 1 compares degrees of cure using a conventional thermal cure with the cure obtained with the spot thermal curing system. It is important to keep in mind that the results are valid only for the set conditions. Actual manufacturing conditions, substrate conditions and epoxy quantity will impact the speed of cure, the time to reach cure temperatures, and the resultant degree of cure.
This type of photonic curing has also been done for applications involving electrically conductive adhesives (silver-filled) such as those used in the microelectronics industry. The specialty formulation of one of these thermal epoxies generates rapid curing at elevated temperatures. In addition, a stable distribution of metallic particles makes it attractive as an alternative to soldering for lower temperature curing than solder, for linking non-metallic substrates, and acting as a conductive trace for microelectronic applications.
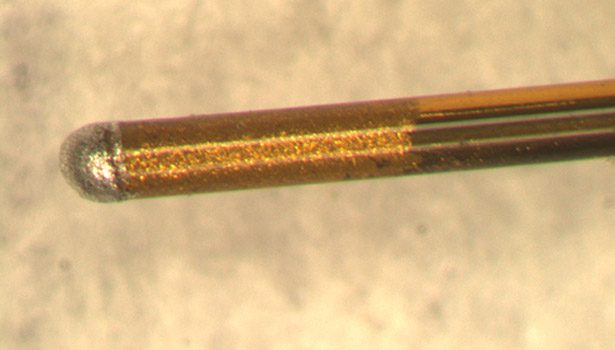
On another thermally sensitive substrate, the polyimide tube needed to be filled with an electrically conductive adhesive and cured without affecting the substrate. Both of the specialty adhesives described in the applications use a highly reactive catalyst that is tuned to rapid polymerization of the epoxy as the temperature is increased to 150°C for a set time. Since the adhesives are complex mixes of various components in liquid form, their thermal absorption and conversion of photonic energy are important parameters to control, as is the effect of the substrates. It is important to control the photonic energy from the thermal spot cure system so that the polymerization point is reached but not exceeded to the point of reaching thermal decomposition temperatures.
All experiments involving this new way of fiber-driven local thermal activations are performed using external temperature monitoring systems such as fine-gauge thermocouple monitors or infrared thermal imaging equipment. In this way, the curing of the adhesives and the heating of the substrates can be monitored to mitigate risks of thermal degradation of the adhesive or the substrates while still achieving low-stress rapid bonded assemblies.
Expanding Opportunities
The adoption of this fiber-driven type of thermal spot cure system in the microelectronics industry will help drive the end user toward finer control of thermal curing epoxy curing profiles. It will leverage and increase the use of fast-curing, reactive epoxies in the microelectronics industry, in the consumer electronics industry, and increasingly across the various other embodiments of microelectronics in our everyday lives—in effect, anywhere electrons and photons meet.
For more information, contact IRphotonics at 7 Cobblestone Dr., Hamden, CT 06518; phone (877) 340-6982; or email sales@irphotonics.com.
