



TPO materials present unique bonding challenges for PSA manufacturers due to their low-surface-energy characteristics.
Thermoplastic olefin (TPO) materials belong to the larger group of thermoplastic elastomers (TPEs). As such, they come in many formulations and can be molded into parts with different surface finishes. TPOs are copolymers of ethylene, butadiene and polypropylene, which are sometimes extended with oils and are not crosslinked.The bonding challenges for a pressure-sensitive adhesive (PSA) to these materials fall into several categories due to the TPO material’s unique nature: surface energy considerations, internal contaminants to the bonding process and surface texture issues.
TPOs are considered low-surface-energy materials; this means that, generally speaking, pressure-sensitive materials have a lower affinity for this surface than stainless steel or glass (see Table 1). Adhesive chemistries must be specifically formulated to ensure appropriate bonding. TPOs that are extended with oils may present bonding issues for PSAs if, over time, the oils migrate to the surface and interfere with the adhesive bond. Resistance to this phenomenon is usually achieved through adhesive formulation, via heavy caliper or thickness of adhesive, or a combination of the two.
The TPO part itself can be molded with a textured surface for design or aesthetic purposes. This type of surface can also be problematic for PSAs since it depends on surface contact or “wetting” to achieve the appropriate bond. Textured surfaces can require greater pressure, longer dwell times and a higher caliper adhesive construction than smooth surfaces (see Figure 1).
PERFORMANCE DEMANDS
Technical data sheets for TPO materials discuss such properties as chemical, UV and heat resistance; low temperature flexibility; and oil and solvent resistance. PSAs used in bonding TPO materials must also have these characteristics since a bond failure will translate to a part or component failure. It is important that the specifics of the “resistance” be communicated to the PSA provider so that the most cost-effective bonding solution will be offered.
Compromises are inevitable when it comes to PSAs. For example, the nature of PSA chemistry is such that it is difficult to offer both high and low temperature resistance in one adhesive. In addition, the need for UV, chemical and/or solvent resistance leans toward acrylic adhesive chemistry, yet adhesion to low-surface-energy substrates like TPOs is better achieved using rubber-based adhesive chemistry.
APPLICATIONS AND CHALLENGES
If a PSA is required to bond a TPO part, there is typically another non-TPO substrate used that can present its own bonding challenges. Common applications for TPO materials include:
- Automotive interior parts
- Automotive exterior parts
- Appliances
- Power tools
- Electrical and electronic applications
- Sporting goods
- Household goods
Using an array of plastic, metal and foam substrates such as:
- TPO
- ABS
- Powder-coated surfaces
- Urethane foam
- Crosslinked polyethylene foam
- Filled and unfilled polypropylene
- Nylon
- Vinyl nitrile foam
- Aluminum
- Acrylic
- Polycarbonate
- EPDM
- Santoprene®
- Steel
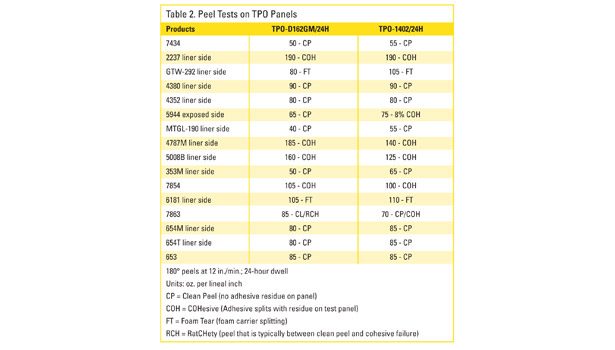
PSAs must bond the TPO part to a gasket or other component such as a foam barrier in an automotive HVAC duct. These gasket and foam materials may also be difficult bonding substrates. Table 2 shows a number of products that have been tested and bond to TPO materials, including acrylic, solvent rubber, and hot-melt rubber adhesive chemistries. In addition, tape constructions including double-coated, double-coated foam and transfer or unsupported reflect the range of products available.
Understanding the mode of failure is also critical. Clean peel represents the bonding characteristic of the adhesive to the substrate, whereas cohesive strength is representative of the internal strength of the PSA adhesive. As demonstrated in Table 2, cohesive numbers are typically higher than adhesive numbers. In the case of double-coated foam tapes, another limiting factor is the internal strength of the foam, which, at sufficiently high peel numbers, results in foam tear (FT). That said, bond strength is ultimately determined by the user and low peel numbers do not necessarily indicate that the tape system is inadequate. Testing is always important.
EXISTING ADHESIVE SYSTEMS
As shown in Table 2, both adhesive chemistry and tape construction play a role in determining the best bonding solution for the TPO component. Because PSA materials are “converted” before they encounter the TPO part, several constructions can provide the PSA tape converter maximum latitude in their processing operations.
Double-coated tapes with PET carriers permit parts to be die cut into complex shapes and still maintain dimensional integrity. On the other hand, if a flexible gasket must conform to a part with a complex shape, a double-coated tape with a tissue carrier or an unsupported transfer tape might be required. Double-coated foam tapes are used for special applications such as mounting an automotive antenna base to the glass backlight or rear window.
Even the paper or film release liner requires careful consideration. Kiss-cutting operations may require the use of heavy paperboard liners, whereas high-speed rotary die cutting can demand the use of polycoated or film liners. The desire to recycle the discarded liner may also enter into the selection process. The ability of the adhesive tape to release properly from the liner requires special engineering, particularly with low-surface-energy materials like TPOs (which typically require the use of more aggressive adhesive systems), further complicating the release liner issue. PSA tape manufacturers sometimes devote more R&D resources to the engineering of the release liner—which is ultimately discarded—than to the adhesive itself. However, without an effective release liner, even the best adhesive system is rendered useless.
Adhesive chemistry is equally critical to the success of a TPO bonding system. Adhesive systems are constantly evolving to meet the demands of not only the newest engineered plastics, but also to constant changes in foams and other substrate materials. Both acrylic- and rubber-based chemistries can be used, depending on the end use requirements. While acrylic-based systems typically have better UV chemical and solvent resistance, rubber-based systems have more aggressive bonding characteristics and present better economies in most cases. It is important to understand the total scope of the bonding requirements in order to make an informed selection.
LSE ACRYLIC TECHNOLOGIES
If bond strength to the TPO is the only requirement, an aggressive rubber-based adhesive system could be used and the issue would be resolved. Unfortunately, this is not the case. TPO materials have been selected because of their higher performance, and they require an adhesive system to match—typically in the acrylic family. Most acrylic adhesives are not suitable for bonding to TPOs, and special systems need to be developed that will have the superior properties of acrylic adhesives combined with the ability to effectively adhere to low-surface-energy materials (LSEs) like TPOs.
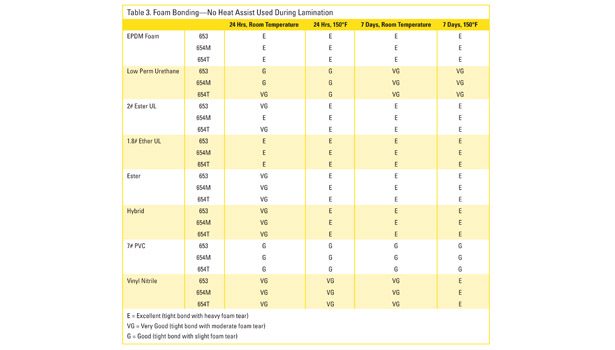
In addition, multiple constructions may be needed to provide the converter with the greatest number of options for part fabrication. Transfer tapes like 653 provide the best conformability, while carrier-supported products like 654M and 654T permit die-cut parts to maintain dimensional stability. Obviously, the best LSE adhesive tape system is of limited value if the performance characteristics suffer. In addition to excellent bonding to TPOs (as noted in Figure 2), extensive work must be conducted to validate the ability, durability and ease of use for the newly engineered LSE series of products to bond well to other substrates such as foams (see Table 3) and other common materials. This new technology has shown wide-ranging adhesive versatility.
SELECTION AND EVALUATION
The more we know about the application and processing needs, the easier it is to determine the most cost-effective solution. TPOs are highly engineered for demanding applications; if a PSA is needed, the same demands will be placed on the bonding system. Detailed application, environmental performance, specifications, shaping methods and lifecycle information are required to design and specify the correct and cost effective tape system.
It is important to determine what the adhesive has to do within the environment in which it will function. Knowing the temperature ranges and operating conditions, as well as exposure information, helps prevent unnecessary or premature failures. The presence of UV and some chemicals can degrade certain adhesive systems. Although many industries develop specifications to assist with the selection process, these specifications sometimes do not account for all “real world” application conditions or may not take into account recent developments in PSA chemistry. Part geometry also plays a role in the selection of the appropriate PSA from both the chemistry and tape construction, as noted previously.
Other material specific performance requirements come into play, especially when TPOs are involved. For example, what grade of TPO is being used and is it extended with oils? What about the other surface? Plasticizer resistance? Low fogging? The surface conditions of some molded TPO parts and some foam materials may warrant the use of heavier caliper adhesive systems.
Processing issues cannot be ignored, and liner release and liner processing parameters must be established. This requires the cooperation and interaction of the end user, the converter and the PSA supplier.
CONCLUSION
By using TPO materials, part designers can improve products in a variety of industries. Many of these parts will require the use of a PSA as part of the final product assembly. Those requirements, coupled with new demands for product performance, allow PSA suppliers to become a developmental partner with the molder and provider of TPO components. Any changes in the base material of a part, whether due to price pressures, recyclability, or other considerations, will dictate a reevaluation of the PSA used in the new part.
For more information, contact Adchem Corp. at 1852 Old Country Rd., Riverhead, NY 11901; call (631) 727-6000; email sales@adchem.com; or visit www.adchem.com.


