
Creped tape backings can be used in a variety of applications due to their ability to stretch and conform.
Pressure-sensitive tapes are often designed to meet specific end-use performance criteria, so manufacturers invest considerable resources to select the proper backing for a specific application. Many advances have been made in adhesive and coating technology, but the substrate still needs to be considered when choosing a tape. The key properties of paper-based backings can impact the finished product.
No Typical Tape
When talking to a tape supplier or browsing a hardware store, it can become evident that there is no such thing as a “typical” masking tape. Paint masking is a large, diverse market, and each product is designed for specific end-use requirements.
Paper substrates can be categorized in two groups: creped or flatback. Creped tape backings are used in many applications due to their inherent machine direction elongation characteristics. Many different applications require a finished tape with good strength and toughness. Creped backing is produced in such a way that paper may stretch as little as 4-5%, or as much as 20% (or more) before breaking. The creping process may give the sheet a noticeable texture or crepe pattern. The porosity of the sheet (measured by Gurley Densometer) is also greatly changed from that of a typical flat sheet, in that the creping process “opens up” the sheet, facilitating easy saturability with water-based latex.
The term flatback has been used in the tape community for many years to describe a paper backing that is not creped. As the name implies, these papers are quite flat and smooth in comparison to typical creped bases. On average, they have very little elongation (2-4%), as well as a slightly higher basis weight, when compared to creped grades. The specific end uses of flat grades are quite diverse.
Base Paper Characteristics
Manufacturing masking tape from base paper begins with latex saturation, followed by various coatings to impart particular functionality on one or both sides of the paper prior to adhesive coating. The base paper characteristics, such as basis weight, elongation, strength, porosity/absorption and finishing, can have a considerable influence on functionality. Questions to keep in mind include:
- What is the end use? What are the performance requirements of the tape?
- Is high stretch needed for good conformability? What about low stretch and/or better smoothness for straighter paint lines?
- What type of adhesive will be used? Tack level? Is heat or UV resistance needed?
-
How important is crepe pattern or texture?
Basis Weight
The basis weight of paper is a measure of the mass per unit-area. The standard international measure is grams per square meter (gsm). A normal range of weight for creped tape backing sheets is 38-55 gsm. The low end of this range is often found in general-purpose masking tapes. Paper as low as 32-33 gsm has been produced for these markets, but 38-39 gsm remains the standard. On the high end of the spectrum, creped tape bases have been produced as high as 80 gsm for special applications.
As with many raw materials, a balance must be struck between the weight of the paper, the desired finished properties of the tape, and the cost of the final product. In general, increasing the basis weight of the paper increases caliper and strength, with the strength being the usual reason to increase weight.
Elongation
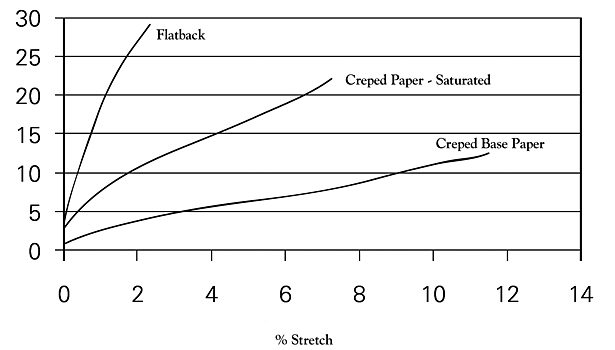
The “stretchability” of the sheet gives the resultant tape its toughness when being used; instead of breaking, the tape will stretch and conform. Even though the actual measured tensile strength is lower than a flat paper of similar weight, the tensile energy absorption (TEA) is significantly higher. The TEA is a measure of the area between the load-elongation curve and the elongation axis (see Figure 1).
The amount of stretch required in the finished product should be dictated by how the tape will be used. For masking around tight curves, a higher stretch tape is needed. When bundling a load with significant potential to shift, a product with more give will be less likely to break. On the other hand, when the predominant use will be straight-line masking, a much lower stretch may be sufficient and may help to maintain an even paint line.
Strength
Tape strength can be measured in several ways. Strength properties tend to follow a linear increase as the weight of the paper increases. Paper backing producers have some capability to affect these properties with fiber selection, chemical additions and mechanical process settings. Each of these will in turn have an impact on other properties of the paper as well as processability.
The tensile strength must be sufficient for the tape to be dispensed properly, hold together in use and remove without breaking. The adhesive and release systems also play a big part. The tensile properties of paper can as much as double after being saturated with latex.
Tear strength, which can be measured in a number of ways, determines how easily the tape tears off the roll when used, or as the resistance to tearing when being removed from a wall or other masked item. Fiber selection can have an influence on tear properties, both on base paper and after saturation. A sheet with higher elongation is more difficult to tear, as the tape will tend to stretch instead. Tape slitting to narrow rolls can also influence tear failure. A poor cut can nick the edge of the tape. The slitting method itself can also influence the adhesive uniformity at the slit edge.
Wet tensile strength is predominantly important in the latex saturation process. If a solvent system is used (uncommon), wet strength is not needed. For aqueous-based saturation, sufficient wet tensile is needed to keep the sheet from breaking during saturation. Once saturated, the main source of wet tensile for the tape product is the latex.
Delamination resistance is important as a measure to confirm that the finished tape will not peel apart when dispensing, or, more importantly, when removed from the taped surface. The paper base itself typically has relatively low z-direction strength, which means the latex must go far enough into the sheet structure to bond it together. The pore structure of the sheet must be open enough to allow the latex to penetrate the sheet.
If the tape has a low-tack adhesive and good release characteristics, the unwinding of the roll itself gives little concern to delamination. When removing the tape after use, there is less concern with a low-tack than a high-tack tape. As with many base paper attributes, a balance of properties—tack level, release, internal strength, tear resistance, cost—must be achieved to create the best product for the desired end use.
It is difficult to compare strength properties of flat grades directly with creped grades due to the impact of the elongation on various properties of creped tape base. Tensile strength will be higher on a flat sheet of equivalent basis weight, but TEA will be significantly lower (see Figure 1). Tear strength will generally be lower due to the impact of stretch on the tear test. Fiber selection and processing can influence tear properties of the paper. In general, increased basis weight is the easiest way to achieve improved tear strength. For thin tapes, this becomes more of a challenge.
Porosity/Absorption
A good tape base paper must have a uniform and fairly high porosity (i.e., a low Gurley Densometer value) to allow good, even saturation. However, porosity cannot be so high as to create “pinholes” that may cause tape producers to experience strike-through of their coatings. It is also undesirable to have bleed-through, particularly for a paint masking product. The coatings applied by the tape manufacturer generally provide the necessary barrier. A low-porosity sheet, on the other hand, may have a tighter fiber network, meaning less latex or coating may be needed to bridge the open areas. Porosity that is too low can result in a surface coating process, rather than sheet saturation.
The porosity of the saturated sheet structure is important as it relates to adhesive migration over time. Care must be taken to seal the surfaces on both the adhesive-coated and release side to prevent blocking and slivering during dispensing, ensuring adequate adhesion of the tape.
Porosity alone does not guarantee easy saturation. The backing may be impacted by sizing agents that resist the penetration of the water-based latex materials. Absorption may be measured by a wicking test or by various surface drop tests. These timed tests generally become a reference to predict the desired saturation properties. The pore structure of the sheet can influence the tests, as can the level of mechanical action taken on the fibers, and the fiber selection itself.
Similar to creped base papers, porosity and absorption for flat grades is most important as it relates to the processing of the paper and the ability to fully saturate the sheet. Especially on heavier weights, it is not unusual to use special fiber blends to keep the sheet as open as possible. The goal is often to maintain a sheet structure such that the saturant fully penetrates the z-direction of the paper.
Finishing
The finishing of the base paper can also influence its suitability for tape manufacture, as well as the performance of the finished tape. Calendering of a creped sheet can provide a smoother starting point from which to produce a masking tape. As noted previously, trade-offs must be taken into account.
Even at very low levels of calendering, the caliper of the creped base may be reduced by more than 30%. While the caliper is greatly reduced, there is essentially no change in the measured porosity, absorption or strength of the paper. Some of the caliper may rebound when the sheet is saturated. The smoother texture of the sheet can lead to benefits in reduced coat weights due to the fact that less sheet texture needs to be filled. A smoother and thinner tape can also provide a better paint line.
Michigan Metrology conducted 3-D surface microtexture measurements and analysis on crepe backing papers of varying grades (see Figure 2). The instrument was a microscope in which each objective lens contains a specially designed interferometer. The microscope provides the “image” of the surface, while the interferometer provides height information measuring the surface finish of various paper backing materials.
NormVolume is the amount of fluid needed to fill the surface from the lowest valley to the highest peak normalized to the cross-sectional area of the measured region. Units of NormValue are billions of cubic microns per inch squared (BCM). For example, Figure 2 shows that surface volume varies from ~ 32 BCM for the Paper 1 sample to ~ 12 BCM for the Paper 4 sample. Thus, it would require nearly three times the amount of fluid to submerge Paper 1’s surfaces compared to Paper 4’s surfaces.
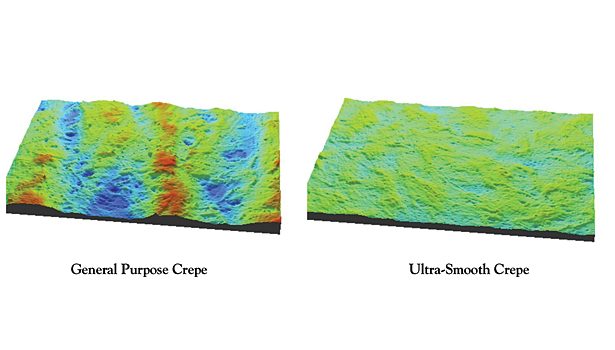
Figure 3 shows the relative “smoothness” of tape backing paper in 3-D illustrations that compare a general-purpose crepe (~ 32 BCM) and an ultra-smooth crepe (~ 12 BCM).
The thickness of the tape also influences the diameter of the finished roll. In certain markets, consumer perception of the roll size is important. Some packaging equipment may not be suited for a slightly smaller diameter roll. In other markets, end-use performance is the driving factor.
Crepe pattern may also be influenced by the paper producer. It is possible to obtain different levels of crepe lines per inch while maintaining a constant stretch level in the paper. Crepe pattern impacts the general appearance of the tape but may also influence the paint line. Because creped tape bases have a different texture on each side, tape manufacturers must decide whether the smooth or rough side should be adhesive coated for the specific product being made. Calendering and/or a smoother crepe pattern will help minimize the difference between the two sides.
New Markets, New Methods
A balance of properties must be understood to design the best sheet for a specific tape need. General sheet appearance (formation) can influence the appearance of the finished tape. If a specific identifier, such as color, is desired, it must be recognized that the saturating process may both darken and dull the shade. Specific resistance to chemicals, ultraviolet light, or high heat may be achievable with saturating and coating alone, but the base paper qualities may also be enhanced to provide these attributes, if necessary.
Reviewing the list of questions in the introduction could help a paper supplier and tape manufacturer when reviewing potential applications. Though more than one type of tape can be produced from the same base paper, a new or special base paper is often required for a new tape opportunity or to match a specific adhesive or release system. Paper-based tapes are found not only in mature markets, but continually in new markets where they are used in new ways.
For more information, contact Wausau Paper at 200 Paper Place, Mosinee, WI 54455; phone (715) 692-2908; or visit www.wausaupaper.com.
References
1. Johnston, John, “Pressure Sensitive Adhesive Tapes,” Pressure Sensitive Tape Council, Northbrook, IL, 2003.
2. Satas, Don, Handbook of Pressure Sensitive Adhesive Technology, Chapter 19, Charles Bartell, Van Nostrand Reinhold Co., New York, NY, 1982, pp. 404-418.

