


Pipercross needed to update and improve existing resin mixing, dispensing, and automation processes.
Pipercross designs and manufactures air, oil and fuel filters for buses, trucks, and trains, as well as high-performance competition cars and super bikes. With over 28 years of experience in developing products for road and race applications, the company is at the forefront of filter technology. To continue to improve product performance, Pipercross realized it needed to update and improve existing resin mixing, dispensing, and automation processes. The company approached Liquid Control Ltd., a recent acquisition by Fisnar Inc., for assistance.
Necessary Improvements
Pipercross needed to bond and seal both ends of a filter element to ensure process integrity. To achieve a quality bond, it was necessary to accurately meter and mix a two-part component polyurethane and then dispense it into a rectangular or square mold. Dispense accuracy was vital to the quality of the filter, as inconsistencies would impair effectiveness. Excess material would potentially contaminate the active filter area, and too little material would increase the probability of a leak with subsequent rejection during test and inspection.
Ensuring repeatable viscosity of the mixed resin was also crucial to filter quality. This requirement is a function of accurate ratio metering and temperature control. Both conditions require constant, closed-loop and self-correcting flow control monitoring. The material wicking capability would be adversely effected should the viscosity vary, which would reduce the performance of the filter. Liquid Control’s equipment enabled Pipercross to improve filter production by accurately controlling dispense quantity and quality.
Efficient Process
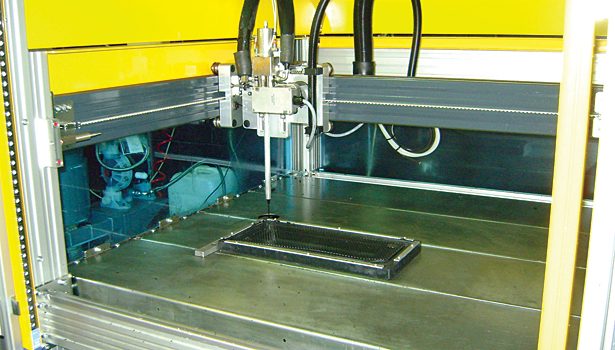
An XYZ Cartesian robot is used in the automation of the manufacturing process. In the first step, the filter base is positioned on the robot, and a control function initiates the dispense cycle of the Liquid Control model DXE60 metering and mixing system. The remote mixing head and static mixer is mounted on the robot and precisely dispenses the mixed resin as the head follows the profile of the mold. This automatic process ensures accurate resin placement to accept a filter element during the next stage of the process.
After the base filter element is inserted into the mold, the partial assembly is presented to a temperature-controlled carousel for the polyurethane resin to cure. Once the base filter cure process is complete, the top mold is placed on the robot and the dispensing cycle repeated. Finally, the bonded filter base assembly is inserted into the top mold and the cure process is repeated. The completed process results in a final filter assembly with a polyurethane top and base mold.
“Because of the programmable control and dispensing precision of the DXE60, we were able to refine and improve the quality of our filters,” said Adam Hughes, design engineer with Pipercross. “In addition, we experienced a significant cost saving in our reject rate of 50%. Taking into account a 40% increase in production due to an increase in speed and critical improvements in reliability, we are a very happy Liquid Control customer.”
For more information, contact Fisnar Inc. at 15 Corporate Dr., Wayne, NJ 07474; phone (973) 646-5044; email info@fisnar.com; or visit www.fisnar.com.

