
The technologies of sealing and adhesive bonding are closely related to surface engineering. Surfaces must be well prepared in order to obtain perdurable bonding results. Cleaning with solvents, grinding or pre-coating are traditional methods for the pre-treatment of a base surface. These methods share common disadvantages, however, including high costs, insufficient automation feasibility and, in some cases, a detrimental effect on the environment.
The use of atmospheric pressure plasma is an environmentally friendly, cost-efficient and high-tech alternative to traditional pretreatment methods. It allows for ultrafine cleaning and strong activation of material surfaces for lasting, stable adhesion of adhesives and coatings.
THE FOURTH STATE OF MATTER
Plasma is based on a simple physical principle. A supply of energy can change the states of matter from solid to liquid and from liquid to gaseous. If further energy is added to a gas, it becomes ionized (i.e., the electrons gain more kinetic energy and leave their atomic shells). Free electrons, ions and molecular fragments are formed, and the gas turns into a plasma state, which is also known as the fourth state of matter. Previously, however, this state could hardly be used in industrial production at normal pressure because of its instability.
In 1995, the invention of the patented Openair atmospheric pressure plasma-jet technology from Plasmatreat (Germany) opened up new possibilities. By developing and using plasma nozzles, it became possible to integrate a rarely used state of matter for industrial production processes and consequently make plasma usable for large-scale, in-line pretreatment of material surfaces in a normal atmosphere.
FAST AT ZERO POTENTIAL
A particular feature of this technology is that the emergent plasma beam is electrically neutral; as a result, possible applications are greatly extended and simplified. The beam’s intensity is so high that when fixed single jets are used, treatment speeds of several 100 m/min can be achieved. The typical rise in temperature of a plastic surface during treatment amounts in this case to T < 30°C.
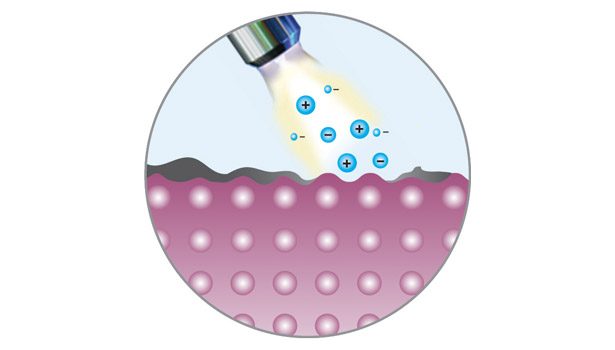
The technology, which is now used worldwide in industrial applications before bonding or coating processes, is characterized by three features: the plasma jet activates surfaces through controlled oxidation processes, simultaneously discharges them, and provides a microfine cleaning effect. “Due to the process of discharging surfaces, our plasma system affords cleaning effects that far surpass those of conventional systems,” says Andy Stecher, CEO and president of Plasmatreat North America.
Here, the user exploits the high electrostatic discharge effect of a free plasma beam. This effect is given further positive impetus by the almost sonic speed at which the plasma flows out. As a result, loosely adhering particles are effectively removed from the surface (see Figure 1).
SURFACE ACTIVATION
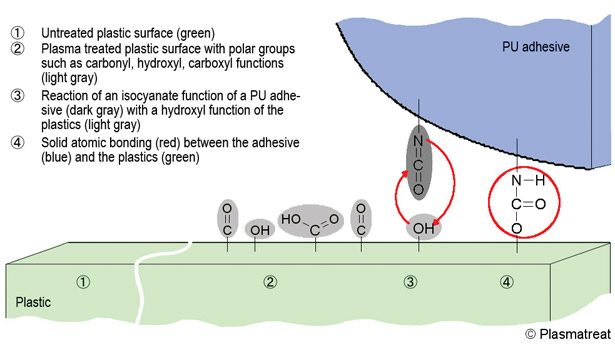
When the atmospheric pressure plasma beam strikes a plastic surface, oxygen- and nitrogen-containing functional groups are attached to the mostly nonpolar polymer matrix so that the surface is modified. This effect becomes possible through the energy-rich radicals, ions, atoms, and molecular fragments existing in the plasma and releasing their energy to the surface of the material being treated, thus initiating chemical reactions.
The produced functional hydroxyl, carbonyl, carboxyl, and ether groups (but also the oxygen compounds of nitrogen) enter into partly solid chemical bonds with adhesives and paints and help to improve adhesion. The results are homogeneous paint gradients and a lasting, stable adhesion of adhesives and coatings even under the highest stresses.
Without the high degree of activation received in the plasma process by, for example, a nonpolar plastic material such as polypropylene, wetting problems would arise and make coating impossible. Trials have demonstrated that plasma pretreatment can increase the surface energy of most plastic materials to values over 72 dyne. The process can be applied in fully automated and continuous production, working in-line under normal ambient air conditions. Compressed air and electrical power are all that is needed for operation. Volatile organic compound (VOC) emissions are completely avoided.
100% PROCESS CONTROL
In addition to its efficiency, Openair plasma technology owes its worldwide expansion to some distinguishing features. The inter alia process is robust and reproducible, and the outstanding characteristic of the entire system is a real-time process parameter control and monitoring. In other words, precision adjustments can be done by the user at any time during manufacture. In case of failure or maintenance problems, a service team can operate directly on-site. Whether used in injection molding, printing machines, in bonding or painting installations, the jet systems are always installed directly in the assembly line. “The system is, without restriction, compatible with robots, offering extraordinary cost-effective solutions,” says Stecher.
At Hella Australia, polypropylene (PP) headlamp housings have been cleaned and activated before bonding with these plasma systems for over 10 years. The company especially appreciates the high degree of process safety and reproducibility offered by the generator.
“The generator is equipped with a PLC controller with touch screen for a precise display of operating and error messages,” explains David Byrne, chief assembly engineer. “What is of paramount importance to us is the signal linkage with the lower- and higher-level control systems.”
All monitoring functions and their readings—such as current, voltage, frequency, number of revolutions, plasma intensity, fiber optic detection and others—can be transferred via the addition of the fieldbus interface to the producer’s own higher-level cell control system.
GREEN BONDING OF PLASTICS
The precision pretreatment and microfine cleaning of bonding surfaces by means of this plasma process enables the use of both modern solvent-free UV adhesives and water-based systems. According to Stecher, polycarbonate windows, for example, can be glued into place in the housing shells of mobile phones using solvent-free UV adhesives.
“A decisive advantage of the technology consists in that formerly incompatible substrates can now be made to stick to one another so that water-based or often even UV-based adhesives adhere to highly adhesive-resistant surfaces, such as nonpolar plastics,” he says.
Without plasma pretreatment, many materials like polypropylene, polyether ether ketone (PEEK) or polyoxymethylene (POM) can only be bonded poorly or not at all. However, Openair plasma pretreatment can be used to replace expensive ABS/PS, for example, with the lower cost structural component polypropylene in rigid-flexible composites involving thermoplastic polyurethanes. The process has equally great potential for improving adhesion in multicomponent technology for plastic-plastic and plastic-metal composites. It is employed for both thermoplastic-thermoplastic and thermoset applications (thermoplastic-LSR, TP-rubber).
Not only does the pretreatment enable the joining of incompatible materials, but the production process reliability is optimized, and high demands for quality are met. The achievable level of adhesion is increased, the effect of processing parameters related to adhesion is lower and the joining of standard materials is improved. Additional pretreatment with chemical primers or brushing and rinsing surfaces can be eliminated completely.
ELASTOMER BONDING
For the Golf IV (Rabbit), Volkswagen developed an additional bonded door seal for preventing wind noise. This self-adhesive seal was made from a thermoplastic elastomer (a nonpolar material with a very low surface energy) and was to be fixed at the ends with adhesion points composed of a modified silane (MS) polymer adhesive. The elastomer required pretreatment to improve adhesion. This was conventionally done through the manual application of primer—a process that is hardly used anymore at Volkswagen. When a solvent-free system was sought, VW compared different corona and plasma systems, with particular value being attached to great process latitude, and chose Plasmatreat’s in-line technique.
“When these seals are pretreated with atmospheric plasma directly prior to the application of adhesive, the process replaces several working steps,” says Michael Steege, former specialist consultant for adhesives and sealants in process engineering at Volkswagen AG. “Due to the highly effective pretreatment, not only the otherwise essential precleaning of the bonding surfaces, but also the application of solvent-based primer just before bonding is rendered unnecessary.”
No primer expiration dates have to be considered, no solvent emissions exist, and there are no logistic constraints with the supply. In addition, the plasma process has the advantage of reproducibility when the system parameters are precisely monitored. Almost all lines in door production at Volkswagen have now been equipped with the plasma system.
WATER-BASED COATING FOR EPDM SEALS
It was originally necessary to roughen EPDM profiles with rotating wire brushes during the bonding process. Today, atmospheric plasma has established itself as the state-of-the-art technology required before application of flock adhesives or anti-friction coatings, especially in the automotive industry.
At Hutchinson, one of the world’s leading manufacturers and processors of high-quality elastomer sealings, this plasma technology is considered to be optimal for water-based coating systems. At the company’s Aachen, Germany, plant about 100 different types of EPDM profiles of varied geometries are activated by means of 12 Plasmatreat units. Increasing the surface energy is essential for the subsequent water-based painting or flocking process of the seals. The primer and brushing processes that were formerly used were completely substituted by converting the pretreatment to atmospheric pressure plasma technology. As a result, the reject rate was reduced to a minimum, and consistent environmental protection could be realized for the first time through the omission of solvents. All this took place with an essential increase in the production throughput.
Today, approximately 20 million meters of endless gasket material are activated with plasma at the plant every year. “The automatic fault detection and immediate fault notification features of the systems allow us to identify any rejects as a function of time,” says a company spokesperson. “We can therefore react instantly and avoid major production losses.”
INNOVATIVE WINDSHIELD BONDING
Direct glazing has been standard practice in the automotive industry for years. In this process, the front and rear windows are directly bonded with the body of the vehicle using an adhesive. For safety reasons, reliable bonding is of utmost importance. In order to ensure secure adherence, the polyurethane adhesives must be protected against the effect of environmental influences, such as UV irradiation. This is usually achieved with an enameled ceramic coating that is applied by screen printing.
It is customary to use adhesion promoters in order to achieve good adherence of the adhesive to the ceramic screen print. These agents are mainly based on solvents and are silane modified. Application is often by hand or automated system. The glass panes cannot undergo further processing until these adhesion promoters have cured. During the curing process, VOC emissions are released and often spread throughout the automotive production hall.
Ford Automotive and Plasmatreat have developed a solution that uses the Openair technology for direct glazing in automatic processing, enabling green pretreatment without any VOC emissions. The plasma is used in two process steps: to free the surface from any hydrocarbon residues, and to realize surface silane modification by applying a nanocoating with the aid of atmospheric plasma polymerization.
The entire process has been comprehensively tested by Ford on a variety of ceramic screen prints and produced the desired results, even under extreme desert conditions. Ford was granted a global patent for this new process. In 2011, the plasma system manufacturer became Ford’s worldwide license partner to market this application to automotive clients.
MULTIPLE BENEFITS
The plasma process finds application in all areas that place high demands on quality, productivity, environmental compatibility, precision and flexibility. Nearly all substrate materials can be treated with this process, and the nozzle systems can be easily integrated into a new or existing production line. Additional pretreatment by means of primers or brushing and rinsing surfaces can be eliminated completely. In addition, VOC emissions are avoided from the outset. Treatment is extremely uniform and can be completely monitored by a process control system.
Editor's note: Images courtesy of Plasmatreat.
For more information, contact Plasmatreat North America at (847) 783-0622, email info@plasmatreat.com or visit www.plasmatreat.com.


