


Moisture-cure polyurethane adhesives, or more particularly, moisture-cure polyurethane binders, are used extensively to combine particulate materials into a
|
Jump to: |
solid form either by molding or other processes. These particulate materials can be diverse in physical characteristics ranging from sand and small stones to recycled tire crumb, flexible urethane foam scrap, wood, and fiber. The final form of the binder/aggregate mixture can range from permeable paving to rubber tiles, resilient flooring, and foam carpet underlayment.
One of the many challenges encountered in these applications is providing a reactive binder composition with the requisite physical properties that is low enough in viscosity to be rapidly and completely incorporated into the particulate mix. Another challenge is to provide a sufficient volume of binder to thoroughly and uniformly coat the surface of the particulate materials.
These requirements are conventionally addressed through the inclusion of non-reactive organic diluents such as aromatic and naphthenic process oils in the binder formulation at levels of 30-40% or more to provide both viscosity depression and increased physical volume. However, these non-reactive diluents also have adverse effects on the physical properties of the cured composite and, in the case of aromatic oils, are under regulatory scrutiny for possible toxicological problems.
Researchers wanted to develop an extender for moisture-cure polyurethane binders that would provide low viscosity, high physical volume, and minimal adverse effect on cured physical properties. Extension of moisture-cure polyurethane binders with water has proven to meet all of these criteria.
Binder Properties
Moisture-cure polyurethane binders for particulates are produced using a wide range of chemistries for both the polyol and isocyanate components, depending on the requirements of the final composite product. The “active” agent in the binder is the prepolymer, which may be composed of any variety of polyol and isocyanate reactants at a stoichiometry to achieve a “% free NCO,” typically between 3-25%. The polyol component may be polyether, polyester, polybutadiene, or natural oil based. The isocyanate may be selected from the entire range of conventional chemistries, TDI, various isomers of pure MDI, polymeric MDI, and aliphatic types.
Many critical physical properties of the final composite are dictated by the polyol and isocyanate choice, and by the molecular weight of the prepolymer. However, the natural viscosity of the prepolymer increases rapidly with increasing molecular weight and functionality. For instance, a simple prepolymer of polypropylene glycol polyether diol and MDI will have a viscosity of 1,000-2,000 cps at a free NCO in the 8-10% range. Increasing functionality through either polyol or isocyanate choice can result in prepolymer viscosities several multiples of these figures at the same free NCO range.
Since many particulate bonding processes rely on mixing the particles with the moisture-cure binder at ambient temperature and humidity using relatively low-shear mixing equipment, binder viscosities over 1,000 cps are problematic for uniform incorporation into the mix. The conventional resolution to this problem is to incorporate a non-reactive hydrocarbon diluent into the formulation at levels ranging from 10% to (in some cases) over 30%. Hydrocarbons of choice are typically naphthenic and aromatic process oils, which are relatively inexpensive and exhibit fairly high compatibility with the prepolymer, along with good viscosity depression characteristics.
However, particularly at higher levels, the addition of hydrocarbon diluents creates other problems:
• Incompatibility in the liquid phase
• Incompatibility in the cured (solid) phase
• Reduction of physical properties by plasticization or extension
• Increase in VOC content
• Problematic regulatory status (with aromatic oils in particular)
In addition, the price of these types of hydrocarbons has been quite volatile in recent years, and the availability and consistency has been negatively affected by changes in refining processes and capacity. Given the limitations of current prepolymer and diluent technology, the “perfect” diluent would have the following characteristics:
• Efficient viscosity depression
• Compatibility with a wide range of polyol and isocyanate chemistries
• No effect on final cured properties
• No addition of VOCs
• No regulatory problems
• Ready availability
• Low cost
One diluent that could potentially meet all of these criteria is water. In fact, this transition has already been made in the coatings and adhesives industries that are going from solvent-soluble polymers to emulsions of the same types of polymer backbones.
Adding Water
The most common method to produce a stable polyurethane polymer emulsion is to make the prepolymer and react all the residual isocyanate functionality with a species such as dimethylol propionic acid. This is followed by neutralization of the carboxylic acid functionality and emulsification in water.
This process produces stable polyurethane emulsions of many useful polymers that can form films through water evaporation, exhibit excellent adhesion, and can be crosslinked through the residual carboxylic acid functionality. The process is relatively expensive, however, and the resulting polyurethane polymer does not retain isocyanate functionality or the ability to moisture cure.
Another common method to impart water solubility to isocyanate-containing species is to react a portion of the isocyanate functionality with a water-soluble species, such as a polyethylene oxide monol or polyol. This results in an isocyanate species that is readily soluble in water yet retains some reactive isocyanate functionality. These soluble isocyanates can be added directly to other water-based polymers to impart adhesion, crosslinking or other attributes. They also find other uses as primers, adhesives and film formers.
The main drawbacks to this chemistry include:
• Limited selection of commercially available soluble isocyanate species
• Loss of isocyanate functionality through pre-reaction with the monol or polyol
• Cost
Therefore, it was necessary to develop a new process for extending moisture-cure polyurethane binders with water. This technology is essentially a hybrid of the standard emulsification process and water solubilization through isocyanate reaction with water-soluble species. Benefits include:
• Extremely efficient viscosity reduction
• Usable on a wide range of prepolymers of varying polyol and isocyanate species
• Moisture curing through residual isocyanate functionality
• Minimal affect on cured properties of the prepolymer
• No significant VOCs
• No regulatory issues with hydrocarbons
• Ready availability (uses tap water)
• Low cost
In-Situ Emulsion
Extending moisture-cure polyurethane binders with water is accomplished through the formation of in-situ water emulsions of the reactive prepolymer component immediately before use in the final product or process. The initial step is to determine the necessary properties of the quasi-prepolymer and to choose the appropriate polyol, isocyanate, and stoichiometry to achieve the target composite characteristics. If one has an existing formulation incorporating a hydrocarbon diluent, a convenient starting point is to simply make the prepolymer without the hydrocarbon diluent. This product is typically a high-viscosity fluid.
The second step is to choose an appropriate emulsifying agent and level. This involves making a series of water solutions of surfactants at varying concentrations. The third step is to mix the two components (the prepolymer and the surfactant water solution) under conditions of shear simulating the machinery to be used in the formation of the in-situ emulsion. The emulsions are then evaluated for stability and reaction rate and the surfactant and prepolymer components adjusted accordingly.
The process of water emulsification of a reactive isocyanate prepolymer is counterintuitive, since the emulsion produced is, of necessity, a very unstable material. By judicious choice of the emulsifying agent and level (as well as the prepolymer components), however, emulsions can be formed that are suitably stable for their application and use. In actual use, due to the extremely low viscosity of the emulsions formed, they can be incorporated much more rapidly than hydrocarbon-extended binders in a variety of particulate mixtures, thereby improving the efficiency of the mixing and moisture-curing process.
Practical Applications
A major commercial use of moisture-cure polyurethane binders extended with hydrocarbon process oils is in the manufacture of rebonded scrap foam carpet pad. This product typically consists of a mixture of flexible urethane foam scrap and from 8-15% (by weight) of a moisture-cure binder extended 30% or more with hydrocarbon process oil.
In the most common process, flexible polyurethane foam scrap is charged to a large, low-intensity mixer similar to a ribbon blender. The moisture-cure binder is pumped into the mixer along with colorants and other additives, and the mix time is extended to achieve the uniform incorporation of all ingredients. At the end of the mixing cycle, the mixture is transferred into a mold, compressed to a target density, and cured with steam. The final molded product is typically a cylinder weighing 1,200-2,000 lbs, which is further processed into the final pad thickness.
Experimenting for Efficiency
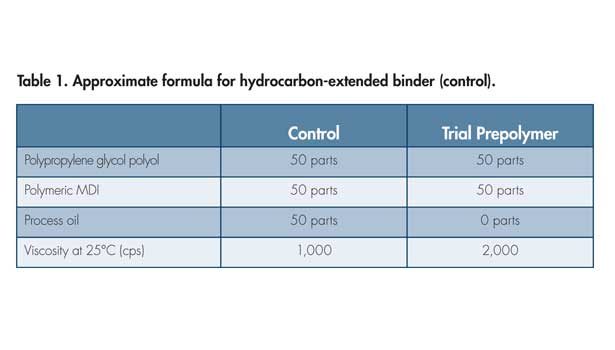
In order to evaluate the efficiency of the process, a known hydrocarbon-extended binder was chosen as a control. A prepolymer was then produced using the same basic ratio of polyol to isocyanate minus the hydrocarbon process oil. The approximate formulas are shown in Table 1.
The trial prepolymer was evaluated for emulsification characteristics using a variety of surfactants and surfactant levels through a mixer. The surfactants were dispersed in water and mixed with the prepolymer at a 1:1 ratio of prepolymer to surfactant/water mix and evaluated for quality of emulsion and cure characteristics.
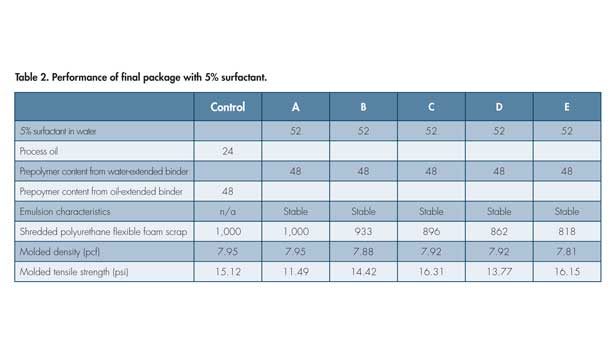
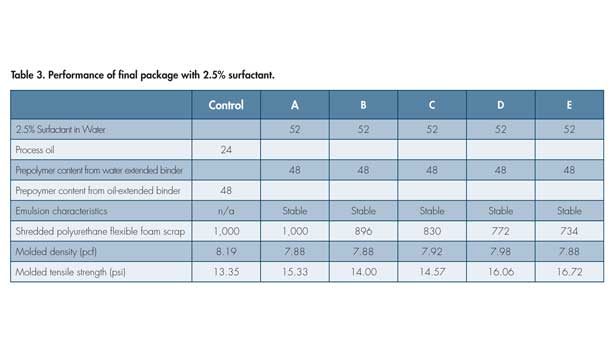
The final surfactant package was then evaluated at two levels of surfactant with five different scrap foam levels. The prepolymer content from the control oil-extended binder and the trial water-extended binder was held constant. The physical properties of the final rebonded foam samples were evaluated, and the results are shown in Tables 2 and 3.
Both surfactant levels processed well, achieving molded physical properties similar to those achieved with the hydrocarbon-extended binder, with the 2.5% surfactant level being slightly superior. The results were consistent with the theoretical concept that the process oil diluent could be replaced by water while retaining the physical property characteristics of the prepolymer active component.
Meter/Mix Unit Considerations
Based on the positive lab-scale results, researchers decided to go forward with production scale trials. This required the development of suitable meter/mix machinery to deliver large volumes of both components within reasonably close ratio tolerances.
Production-size rebond flexible foam “logs” frequently weigh between 1,200-2,000 lbs and include a conventional hydrocarbon-extended binder content between 8-15% by weight. Therefore, at normal mix cycle times, the prepolymer metering pump delivery rate needed to be very high by conventional meter/mix machinery standards. A similar delivery rate needed to be achieved on the water/surfactant side. In addition to the high delivery rates, the metering pump system also needed to accommodate two components that were very dissimilar in viscosities. Finally, the meter/mix system needed to be robust in construction and easy to calibrate, clean, and service.
A number of different metering pump systems were evaluated, beginning with large, linked 1:1 ratio air pumps. On paper, this type of system seemed the most likely to fit the criteria but, unfortunately, even the largest pumps available had difficulty keeping up with the required delivery rate. Other air pumps, peristaltic pumps, and various design positive displacement pumps were evaluated before settling on the final design.
Production Trials
After a number of short trial runs in a production environment to evaluate machinery, an extended run was made to determine the performance efficiency of varying levels of water-emulsified prepolymer vs. a standard hydrocarbon-extended binder under normal production conditions.
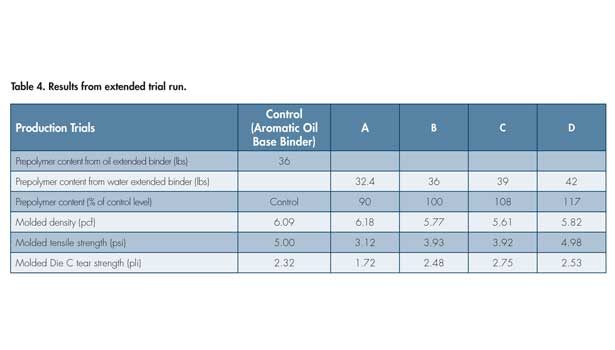
For purposes of direct comparison, the meter/mix machinery for the water-extended binder was installed in parallel with the existing hydrocarbon-extended binder pumping and distribution system in the mixer. The line could then go back and forth between the two binder types with no other changes in processing or cycle time. Results of one extended trial run on a standard 6.0 pcf product are shown in Table 4.
These results differed from lab trial results in that a slightly higher active prepolymer content was required to achieve tensile strength similar to the control. On the other hand, the Die C tear values were higher than those of the control at equivalent active prepolymer content. Even assuming a somewhat higher prepolymer content requirement to achieve equal tensile strength, the water-emulsified technology still proved superior to the current hydrocarbon-extended product on a cost/performance basis due to the economics of replacement of relatively high-cost process oil with water.
On the meter/mix machinery side of the equation, the equipment was readily adapted for use on two different production lines and ran reliably at normal production rates and line conditions. Further production trials are ongoing to optimize on the performance of the emulsified binder technology in rebonded foam carpet pad, as well as to adapt this technology to similar and related applications for molding and consolidating particulate materials.
Conclusion
Water extension of reactive moisture-cure prepolymer binders through a process ofin-situemulsification is a practical technology with economic and performance benefits. In particular, this technology may provide a route to break the current reliance on the use of hydrocarbon process oil extenders, which have been subject to increasing regulatory scrutiny, supply instability, and price volatility. Moisture-cure polyurethane binders extended with water through in-situemulsification are inherently “green,” low in VOC content, and adaptable to a range of prepolymer isocyanate and polyol chemistries.
Even given the pot life limitations of the reactive emulsion produced, they can be readily adapted for use in many rebonding and aggregation processes where the elapsed time between mixing the binder with the particulate solids and final molding and curing process is short. Production-scale evaluation of the process in the manufacture of rebonded flexible foam carpet pad has been promising, and evaluation in related processes and applications is currently under way.
For additional information, visit www.dashmc.com.
Authors’ note: The process described in the foregoing material and all intellectual property associated with the process, materials and equipment identified or referenced in any capacity herein are the subject of a pending patent application with the U.S. Patent and Trademark Office. The use of any process or intellectual property described herein is prohibited unless and until the user has obtained a valid license for such use.
Editor’s note: This article is based on a paper given at the Center for the Polyurethanes Industry’s 2012 Polyurethanes Technical Conference.


