




Adhesive and sealant manufacturers continuously strive to invest their available capital budgets on acquiring pail processing equipment that will reliably and efficiently serve their current manufacturing needs, in addition to fulfilling their future requirements. With the future uncertain, manufacturers look to automation comprising modular subsystems that offer infinitely flexible capabilities. As processes range from de-nesting to palletizing, automation providers seek means to provide cost-effective solutions offering flexible and expandable options with minimal footprints.
Processing Needs
Pails are as varied as the products themselves, so no single solution can serve the needs of the entire market. As such, each manufacturer requires a customized solution of de-nesting, filling, capping or lidding, pressing or crimping, labeling, palletizing, and product movement—with differing environmental ratings, safety features, layouts, and throughput requirements. OEMs have been developing modular units that, when integrated into a single system, form a highly customized solution that meets every requirement while remaining within any budgetary constraints.
Much of the information about pail manufacturing carries over to “F-style” jugs, cans, drums, totes and other containers. In many instances, manufacturers use a variety of containers that require an arsenal of dedicated equipment with low usage rates. The modular approach to manufacturing line development can help yield highly customized solutions, but these need to be evaluated on a case-by-case basis. As an example, hybrid solutions have been engineered to address the filling of cans, pails and drums from a single filler.
Factors to Consider
A popular misconception is that a one-size-fits-all solution exists for all applications. This cannot be farther from the truth, as many factors need to be weighed when designing a balanced, well-performing and efficient pail processing line. These factors are interrelated; failure to consider all factors at once may yield an unbalanced result and impractical solution.
Budget
Ultimately, the adhesive or sealant manufacturer needs to justify the financial investment for acquiring automation. A simple payback can be calculated by assessing the dollar savings associated with the labor savings. However, an accurate payback should also take into account the tax implications associated with capital acquisition, including available rebates, efficiency (including changeovers and uptime), impact to overhead (including power consumption) and floor space.
Those who perform the ROI analysis often neglect to consider the financial impact of lost sales associated with overly full products that result from inconsistent fill levels. Giving product away for free may benefit the consumer, but it does not help the manufacturer.
Throughput
Faster is not always better. Although moving product through a manufacturing line in a minimal amount of time may be attractive, having a line idling and producing nothing while waiting for upstream processes to complete should be equally unattractive. Given that faster is usually associated with more expensive, manufacturers can benefit financially by acquiring a slower line with greater uptime.
A well-balanced line should be optimized for uptime vs. throughput. The old adage “less is more” applies, the practice of which can produce significant savings and reduce system complexity.
Efficiency
A popular misconception is that efficiency is simply the number of pails in vs. the number of pails out. This elementary definition only addresses one component of the line. Overall equipment effectiveness (OEE) is a more elaborate and accurate metric that indicates how effectively a manufacturing line is being used.
Simply put, OEE is line availability x line performance x quality (expressed as a percentage). By definition, therefore, throughput, yield, and uptime are integral factors in determining OEE, and they are equally important when assessing other factors.
Layout
Minimizing the footprint of a manufacturing line may seem desirable, but it can have detrimental consequences if it is the only factor considered when designing the line. Manufacturers should give equal weight to system access for maintenance, system mobility for assisting in good housekeeping, module interchangeability (should one element become inoperable or obsolete), flexibility in servicing multiple products, and the overall impact to product and personnel flow.
Product Characteristics
This concept is a perfect example of how one size does not fit all. The selection of the style and type of dosing valve is closely related to the product viscosity. In addition to impacting the filler, however, viscosity also comes into consideration when identifying downstream processes. For instance, a low-viscosity product will perform well in a continuous motion setting but may spill in an indexing-type scenario as the product sloshes over the top during frequent, sudden stops.
Product Flammability
Understanding the flammability rating of the manufacturing environment is not only important for safety considerations, it also affects how far a manufacturer’s budget can be stretched toward acquiring automation. That is not to say that manufacturers should take risks based on finances, but rather that they should have a clear understanding of their environmental needs. If these needs are not known, companies should seek professional consultation in identifying the flammability rating of their environment rather than making arbitrary decisions based on guesswork.
Processing
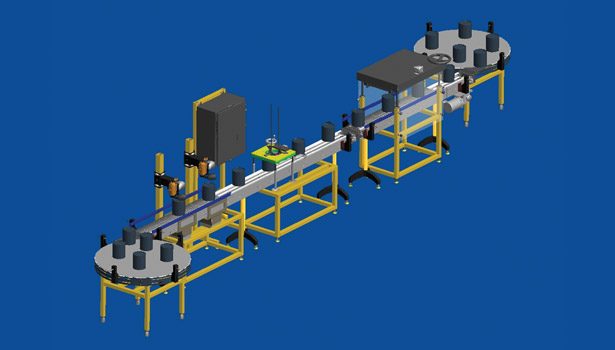
Pail processing lines employ similar elements, but individual designs are customized for their respective environments and products to be processed. The permutations of available options are almost infinite, given the weighting of each factor and the specifics of the customer’s product. Although numerous customer-specific options exist (e.g., pail inverting, bagging and sealing), the bulk of pail users are broadly captured by standard operations described as de-nesting, filling, lid placing, lid closing, and palletizing.
De-nesting
Pails are typically received in nested stacks. Vertical stacks of pails are placed on an optional accumulation conveyor and singularly released into the pail de-nester. For high-throughput applications, the stack is laid down horizontally and the topmost pail is stripped off and uprighted downstream. Lower throughput designs achieve the same result by pulling off the bottom pail while the stack is vertical and releasing it onto a takeaway conveyor. Other than system cost, a common tradeoff is the footprint. Horizontal de-nesters are not as compact as vertical de-nesters.
Filling
On each processing line, filling remains the focal point for delivering a quality product. As compared to volumetric filling, gravimetric filling maintains its edge as the preferred means for delivering the most effective filling solution, yielding an acceptable combination of accuracy, repeatability and flexibility.
A filler is comprised of two primary subsystems: a fill nozzle provides the mechanical means for dispensing the product, and the weighing system provides the control means for measuring the product. The fill nozzle and weighing system, although coupled by a single control system, are separate entities independent of one another.
This simple understanding makes it possible to envision a single filling platform with exchangeable fill nozzles and interchangeable scales, resulting in a highly flexible system that can service a wide range of product characteristics and fill weights. Equipped with the appropriate hardware, a control system can be designed to selectively manage pre-act weights, fill and dribble rates, blow-off, drip prevention, scale calibration and other performance characteristics, delivering a functionally flexible filler for myriad applications.
Lid Placer
Pail lids are typically supplied in stacks. Lid placers have therefore been developed to process lid stacks and dispense them onto individual pails. The height of a lid stack should preferably be as long as possible to minimize the number of times an operator is required to restock the lid placer. Lids are removed from either the top or bottom of the stack and are positioned vertically or inclined.
Inclined stacks are traditionally positioned above the lid placer, in line with the direction of pail travel. The longer the stack, the higher an operator is required to reach to replenish lids. In addition, long inclined stacks increase the machine footprint and can possibly extend the length of the manufacturing line. Vertical lid stacks, however, can either be placed overhead or alongside the lid placer.
With overhead stacks being limited in height, positioning a lid stack alongside a lid placer offers some unique benefits. Lid stacks can be taller and can be stocked in multiples on an accumulation conveyor, thus minimizing operator intervention. Lids are removed off the top of the stack via a pick-and-place station and dispensed directly onto the pail (if indexed), or onto a lid chute if the pail is continuously moving, with the forward lid being stripped off by a passing pail below. As each lid is picked and removed, the stack is incrementally indexed upward, thereby maintaining a fixed position for the pick-and-place station.
Rotator
In specialized applications, pail lids may incorporate a spout. In these instances, the lid is applied to the pail with the spout positioned opposite to the label and in line with the pail handle. Keeping to the theme of modular processing, a pail rotator is positioned (after the lid has been loosely placed onto the pail) and rotates the pail body in one direction while rotating the lid in the counter direction until each is independently positioned as required. Positioning the pail relative to the lid further facilitates labeling operations that may occur concurrently.
Lid Closer
Depending on the style of pail, product characteristics, and line throughput, the lid closer offers additional choices and challenges. Lid closers are commonly available in styles applicable for either indexing or continuous motion applications. Roller closers are ideal for high throughput. Continuous motion scenarios, however, can only be applied for pails with press-on lids, typically plastic.
When metal pails with crimp-on style lids are used, then by default, the pails are indexed into a lid closer equipped with an overhead, pneumatically operated lid crimper. In this particular instance, a lid crimper can be interchanged for a pressure plate to accommodate plastic press-on lids, making it possible to satisfy the needs of users who require manufacturing flexibility between multiple pail-style platforms. Although it may appear that the choice is clear, caution must be exercised in making the decision for applications involving low-viscosity products. Sudden pail acceleration and deceleration, a common trait of indexing style manufacturing lines, may result in spills as the product can slosh over the top.
Labeler
For the most part, labelers remain a dedicated art form for OEMs specializing in this field. These systems are highly flexible and have been developed to be easily integrated into a pail line. Whether a line includes a print-and-apply unit or a label dispenser of pre-printed labels, these systems typically require that the pail be rotationally oriented prior to the label’s application. A simple pail rotator can position the pail based on a mark on the pail or the pail’s handle.
Palletizers
Given the perceived significant acquisition cost and large spatial requirements of a palletizer, automated pail palletizing is frequently overlooked and fulfilled by costly manual labor. However, systems with minimal footprints—as small as 6 ft2—and financially justifiable with only a single workman’s compensation injury claim are making inroads into the manufacturing environment. Featuring retractable casters for portability and interchangeable pick-up heads, these systems are highly flexible for servicing numerous products and production lines.
Low-throughput systems feature a single, interchangeable pick head and produce an average maximum throughput of seven pails per minute. At these rates, and depending on the stack pattern, a manufacturer can expect to switch out pallets every four to five minutes. These systems employ two high-resolution servo motors comprising a Cartesian gantry-style robot with a pneumatic lift cylinder. Although lower in throughput, these systems offer greater flexibility in accommodating numerous types of pails and their respective stack patterns.
High-throughput systems feature multiple pick heads (three or four) and produce a throughput of 16-24 pails per minute. In such instances, a manufacturer should expect to switch out pallets every one to two minutes, depending on stack pattern. Given the high rate of pallet changes, customers can benefit from the incorporation of automatic pallet dispensers for improved labor efficiency. These systems employ a single high-resolution servo motor and pneumatic lift cylinder comprising a hybrid pick-and-place station. The nature of these systems delivers a higher throughput, but they are compromised in their versatility to entertain numerous types of pails.
Regardless of style, either system is available as semi- or fully automatic. Pallets are introduced and removed from the system manually in semi-automatic systems, and can be safeguarded with either a pair of access doors or a light curtain embedded within the structural elements of the framework. Fully automatic systems employ integrated pallet conveyors to allow for automated pallet movement and, while still offering an efficient use of floor space usage, are configurable to satisfy every option in pallet movement in and out of the palletizer.
Fully robotic palletizers are a popular choice by many end users, but they are naturally over sophisticated for the task of palletizing and occupy large spaces. In addition, compared to a fully articulating robotic cell, two-axis Cartesian systems come with attractive price points (comparable savings of greater than 40%).
Effective Flexibility
Isolating the individual operations of pail processing to dedicated modular subsystems results in a highly flexible manufacturing line. With advanced control techniques, these modular systems can be serviced from a singular control system, thus minimizing controls redundancy and effectively reducing cost.
Deploying a modular pail manufacturing line further enables the optional future expansion of additional modules as replacements, increased capacity or as a result of new business opportunities. With some planning and vision, adhesive and sealant manufacturers no longer have to commit their limited capital dollars to a fixed frame, all-in-one pail machine, but can instead invest in an ever-expanding system platform.
For additional information, visit www.kinesysautomation.com.
