



Industrial rollers are used in the manufacturing and processing of almost every material—from paper to coiled steel and plastic packaging to textiles. Rollers also play a key role in many processes, from reducing wrinkles in thin-gauge materials to flattening coiled steel and laminating plastics. Advanced heat transfer rollers can even super-heat materials to over 500°F or cool stock to nearly freezing.
Especially when working with sheeted or rolled stock, the application of adhesives, sealants and coatings requires a range of specialized rollers with specific roll coverings, finishes, and temperature specifications. As with most machine components and processes, even small changes can create a chain reaction. Changes to roller geometry can affect line speeds, a change in roll cover compound may affect coating quality, and rotation rate changes for heat transfer rollers can affect laminating results.
Hot and Cold Rollers
Adhesives and coatings can be applied to flat rolled goods—such as plastic packaging, paper and laminated foils—in any number of ways. Nearly all techniques use hot adhesive, and the product is dipped or the adhesive is sprayed on. Some processes use a “pickup roller” that is half-bathed in adhesive and transfers glue to the stock as it runs over the top.
After application, drying and curing ovens are often used. In some situations, however, the adhesive is applied cold, and a special heat transfer roller heats the coated stock. This is prominent in the textile and nonwovens sectors, especially with waterproofing coatings that must be heated to leech into porous fabrics.
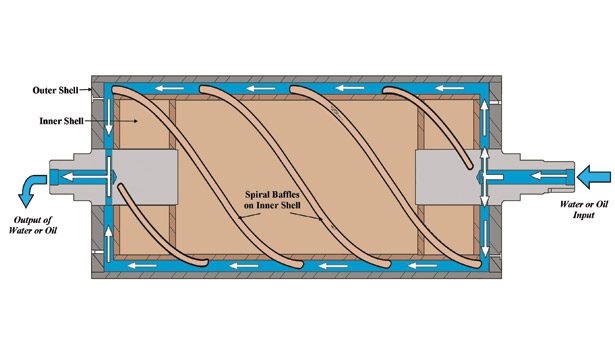
Heat transfer rolls are fairly complex products. Higher performing designs are double-shelled, with pre-heated (or pre-cooled) thermal transfer fluids flowing between the two shells (see Figure 1). Heat transfer fluid chemistries vary widely, although most hot versions use oil-based fluids, while cold rolls tend to use glycol or water. The roller’s shafts are bored to accommodate fluid entrance and exit, and the inner shell features a raised, spiral-wound wrap to facilitate even fluid distribution.
Design Variables
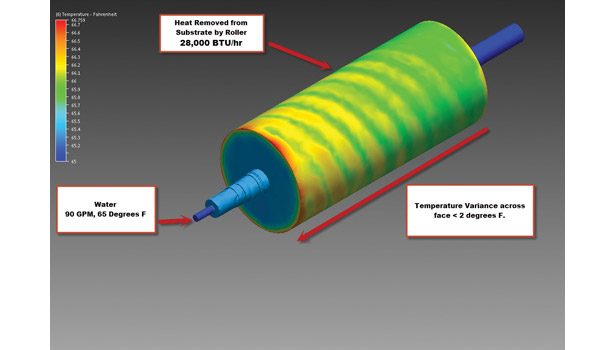
Because heat transfer roll designs involve so many variables—thermal dynamics, line speed motion and roller rotation variables, fluid temperature and flow rate inputs, and adhesive and material chemistry—it’s best to hire an engineer with knowledge of computational fluid dynamics to design your roller. Today’s advanced adhesives and coatings require very specific temperature ranges, distributed evenly across the roller’s face with little or no variation over long production runs (see Figure 2).
For thermal rollers, the most important performance variables are the inner chamber dimension (where the fluid runs) and the angle of the spiral wrap. Augmenting the specifications of any component within the complex design formula can potentially throw the roller’s temperature off by a degree or two, or result in uneven temperature distribution—neither of which is healthy for process optimization. Heat transfer rolls can achieve temperatures above 500°F, although this level of heat is not usually warranted in the adhesives realm.
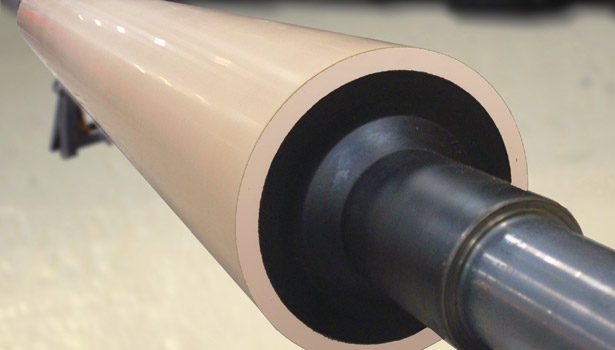
Even if you’re not using heated rolls, there’s a good chance you’re using a “chill roll” to cool and cure (see Figure 3). Chill rolls are essentially heat transfer rollers that run a cold fluid; they are different only in name. Multiple chill rolls in an “S” pattern are frequently required to deliver thorough cooling, but, as with a hot roll, chill rolls should be designed for their application. With today’s advanced formulations, it’s simply not wise to chance uneven or incomplete curing.
In many cases, heat transfer rollers are chrome plated and polished to a very low Ra value, achieving mirror finish (4-8 Ra) or optical mirror finish (0-1 Ra). Chrome is desirable for its high release and chemical resistance, and because it will not mar or dull the sheen of hot, soft plastics. Heat transfer roll finishes do vary, however, depending on the chemicals being used and material being processed. For extremely harsh environments, nickel plating is popular, as is thermal sprayed tungsten carbide. These are not cheap alternatives to chrome, but they are more durable than basic chrome.
Finally, in some situations, even with the best efforts to corral errant adhesives and fence in tacky spots, lack of release can be a challenge in the coating arena. To conquer this, heat transfer rolls can be covered with a thin, high-release silicone roll cover. Silicone can handle extreme temperatures and is famous for its release characteristics. A silicone roll cover can also be beneficial if the roller is driven or has a pulling function, as it delivers just enough grip (especially in a pinch or nip system) without engendering stick.
Maintenance Issues
If you’re experiencing problems with heat transfer/chill rolls, don’t be afraid to call in a professional. Even larger, double-shelled rollers can be refurbished. Liquid-filled rollers can become clogged with coagulated chemicals, causing the roll’s interior passages to narrow, reducing flow rates and inhibiting thermal transfer. Alternatively, interior cavities can oxidize and break down as a result of rust or poorly pH balanced water (i.e., a corrosive environment).
Double-shell rollers can be rebuilt as well. The outer shell is removed, the inner shell re-machined, new spiral baffles installed, and a new chrome-plated outer shell fabricated and installed. It’s a big job, but especially for large heat transfer rolls, it may be less expensive than ordering a new roller.
To prevent high-magnitude rebuilds, plant managers should have their heat transfer rollers undergo an acid flushing procedure, where debris-reducing chemicals are used to break down coagulants and clogs. Unfortunately, most engineers wait too long to run acid flushing procedures, until the roller loses thermal transfer performance. Acid flushing every 6-12 months will keep liquid-filled heat transfer rollers debris-free and maintain high thermal transfer rates.
Covered Rollers
A discussion of rollers for the adhesives and sealants sector would not be complete without a mention of coating rolls. Regardless of the adhesive application method, some type of coating roll is usually used to spread and evenly distribute the adhesive/sealant.
Coating rollers may seem mundane, but their makeup and design must be finely tuned. Specified tolerances as tight as “half-a-thou” total indicated runout (TIR) are common. That’s one-half of one thousandth of an inch; perfect concentricity is a must. Attribute this exactitude to the familiar need for a very thin, very even layer of adhesive. If the coating roll is out of round, adhesive application will be uneven.
Coating rolls are virtually always covered (seldom just bare steel), and the compound choice is fairly important. Many manufacturers say they have a “rubber-covered roller,” but few roll covers are actually natural rubber. Nitrile is one of the most common roll cover compounds for coating rolls. Nitrile wears well and supports the most common durometer range for coating rolls: 55-90 durometer (Shore A). The higher the durometer value, the harder the compound.
Where allowable, some engineers order an extra-thick nitrile coat (0.75-1.00 in.) and then occasionally order a regrind of the rollface (using a “kiss grind” to remove the top layer of gunked-up rollcover, usually just a few hundredths of an inch). This saves money vs. completely recovering the roller every time it becomes worn, and it is possible to achieve 2-4 regrinds out of a thick coat.
Nitrile is also available in an FDA-approved version, which is required in the food and pharmaceutical industries. For FDA-critical applications, it is also preferable to have the roller core fabricated from stainless steel rather than the standard carbon steel.
Ethylene propylene diene monomer (EPDM) is another popular coating roll compound. This synthetic rubber features good heat and chemical resistance, with fairly good release. It can also be applied thick and reground.
High-release silicone is another popular option for coating rolls, given its high release and heat resistance traits. It lacks the durability of EPDM or nitrile, but there is no substitute for the release offered by silicone. It is used extensively in plastic film and paper applications. However, in addition to its higher up-front cost, silicone does not regrind well, so rolls must be completely recovered when worn.
Coating rollers are usually finished in one of two ways: either very flat and smooth (“micro polish” finish) or with very tightly spaced serrations or spirals (16-32 radial serrations per inch). While every plant employs its own proprietary processes, chemicals and techniques to optimize performance, making it difficult to develop hard and fast rules about what works best, these are very common options.
Additional Considerations
High-tech elastomers and thermal transfer coefficients have added complexity to roller technology, but they should not be intimidating. With the right knowledge, you can make them work wonders for your plant. For plant managers wishing to increase overall output, one easy method is to increase web/stock width. This means increasing the width of all rollers, which is not as difficult as one might think. Existing rollers can be reverse-engineered, and new rolls can be fabricated with the old diameter and bearing fittings, but with a wider width. This is a great way to expand capacity without purchasing entirely new machines.
The final item all engineers should note is balance. Whether you’re using coating rolls, wiper rolls or chill rolls, they need to be balanced for the specific line speed. Rolls should undergo static and dynamic balancing procedures. Static balancing eliminates loping (which is what happens when the roller stops and still wants to roll over due to a heavy spot). Dynamic balancing eliminates operational vibration. The roller maker will use special balancing machines to set the roll in full rotation at the designated speed. Special sensors help detect areas of imbalance, so technicians can then adjust the weight distribution to achieve perfect rotational harmony. Unbalanced rollers result in damage to bearings, wasted stock and poor processing results.
Don’t underestimate the importance of your plant’s rollers. They are bound to touch your products at multiple points along the line—not just at the adhesive application station. Keep your rollers clean and balanced, and don’t be afraid to renew the covers. These expenditures will pay you back with reduced waste, higher line speeds, and better finished products.
For additional information, contact the author at (847) 487-8877 or jawe@mengesroller.com, or visit www.mengesroller.com.
Editor’s note: All images courtesy of Menges Roller Co.
")

