

With governments and corporations increasingly emphasizing innovation, advanced materials, new energy technologies, and sustainability, applications for energy-cured coatings, adhesives, and sealant systems have grown rapidly. According to a recent survey by RadTech International, the average anticipated annual growth rate of energy-cured formulations will accelerate to 7% or more per year in North America.
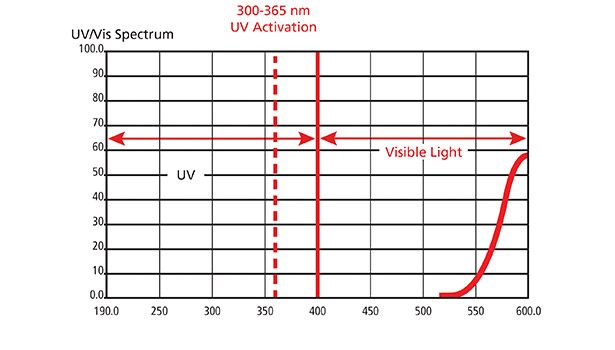
Energy-cured systems (with the exception of dual-cure systems) typically use ultraviolet (UV) energy, visible light (vis), or electron beam (as opposed to thermal, moisture-activated, or oxidative reactions) to form a bead, coating, film, pattern, bond, or shape. Typical energy levels used for energy cure are 200-400 nanometers (nm) for UV light, 400-450 nm for fluorescent and visible light (see Figure 1), and less than ~ 400 KeV for low-energy electrons. This article focuses on UV/vis light cure technology.
Applications and Benefits
UV/vis light cure technology has been used widely in recent years. In particular, inks, adhesives, wood finishes, graphic arts over-print varnish (OPV), metal finishes, moisture barriers for electronics/optoelectronics, and stereolithography account for a significant share of its various applications.
More recently, new applications such as rapid prototyping, conductive films, flexible electronics, photovoltaics, field-applied UV, sprayable 3D coatings and touchscreen glass bonding have also seen exponential growth. Emerging applications such as stain-resistant fabrics, conductive films, flexible solar cells, sealers and ultra-lightweight structures are expected to grow significantly in the next few years as well.
The popularity and rapid development of the UV/vis light-cure application is rooted in the inherent features and benefits of this technology:
• Enhanced productivity—cures in seconds instead of minutes, hours or days, providing the possibility to surpass current process capabilities and speed for a variety of applications
• Lower overall cost—eliminates mixing errors, as well as meter/mix equipment used for two-component systems
• Environmental benefits—avoids solvent use in most cases, reducing or eliminating volatile organic compounds (VOCs)
• Smaller equipment footprint—requires less floor space
• Improved physical properties and performance—high crosslink network results in high gloss, high hardness and scratch resistance
• Reduced energy cost—minimizes energy waste in a global economy facing surging fuel costs
Understanding the Chemistry
The benefits of UV/vis-cure formulation come from two different categories of chemistry: free-radical polymerization and cationic chemistry. In free-radical polymerization, a photoinitiator absorbs UV light and generates free radicals. Free radicals react with double bonds, such as methacrylate double bonds, and induce a chain reaction and polymerization. Cationic chemistry involves a photoinitiator absorbing UV light, generating a Lewis acid to react with epoxy groups (mostly cycloaliphatic epoxies), and polymerizing.
A typical UV/vis-cure formulation includes basic matrix materials such as acrylated resins (e.g., epoxies, urethanes, polyesters, acrylics, or other specialty resins) or cycloaliphatic epoxies that offer the basic physical and chemical properties. Monofunctional monomers, multifunctional monomers or polyols are included to provide viscosity reduction, enhanced flexibility, or enhanced crosslinking. In addition, additives such as pigments, fillers, defoamers and wetting agents serve to fine-tune the properties. Finally, the photoinitiator package is indispensable in jump-starting the crosslinking reaction.
Typical UV light sources are available in 365, 385, 395 or 405 nm wavelengths, offering flexibility for industrial curing applications. UV light generates UV spectral output at several peak wavelengths in the ultraviolet A (UVA) range. It is essential to match the UV light wavelength with the photoinitiator absorption curve to maximize the efficiency of the curing reaction.
Formulators and application engineers also need to be aware of a few trade-offs of these chemistries. Limitations of energy curing include high shrinkage, which adversely affects adhesion to nonporous substrates. In addition, lack of solvents coupled with a fast cure reduces the formulator’s ability to meet low-gloss, low-film-build requirements. Plus, additional lamps are needed to cure 3D parts because UV/vis-light curing is based on line-of-sight curing.
Packaging Matters
To prevent premature curing caused by accidental exposure to certain light sources, UV/vis-cure formulations are traditionally packaged in bulk opaque containers or dispensed through automated dispensing equipment without exposure to UV or visible light. Recently, new translucent, selective light-blocking technology has been developed to enable an effective custom resin packaging system for UV/vis-curable adhesives and sealants (see Figure 2).
UV/vis-blocking packaging maintains shelf life at ambient lighting conditions while allowing users to see the liquid level in the container. Leading UV-blocking thermoplastic packaging not only effectively prevents UV light (less than 400 nm) from activating the packaged fluids, it also blocks visible light at certain fluorescent ranges (400-500 nm) to cater to a wider variety of chemistries.
In addition to packaging, care needs to be taken in the transferring and down-packaging of these UV/vis formulations. A good down-packaging service supplier will conduct its packaging operations in an environment free of any light that could trigger a chemical reaction. In addition, light-blocking film bags can be used to provide secondary protection.
Multiple Opportunities
Benefits of UV/vis formulations significantly outweigh the minor trade-offs. In addition, a surge in the use of UV/vis technology in manufacturing is expected in the next three to five years.
The chemistry, activation mechanism, formulation, and packaging of the UV/vis formulations will help organizations increase efficiency, improve quality, reduce energy consumption, and achieve cost reductions while meeting increasingly stringent environmental requirements
For additional information, contact the authors at wchen@ppg.com or ddesai@ppg.com, or visit www.semcopackaging.com.
Editor’s note: Semco is a registered trademark of PRC-DeSoto International, Inc.


