A Clear Choice
Translucent and clear latex-based caulks and sealants have been available commercially from a number of manufacturers for approximately 20 years. These products have increased in popularity during this time due primarily to the variety of new construction materials and colors being used in both interior and exterior applications. In interior applications, these products are preferable to opaque caulks when colored materials such as tile, granite, or composite surfaces must be sealed. In exterior applications, transparent caulks are desired when sealing stained wood siding and other natural product substrates.
Latex products suitable for true clear applications must meet many of the same performance characteristics as those suitable for pigmented systems, but must also have additional properties including rapid dry-to-clear time, low tack, and good color and clarity properties after dry. As a consequence, most if not all of the latex products available to formulate into pigmented sealants exhibit performance deficiencies when formulated into clear products. UCAR Emulsion Systems has recently introduced a new product, specifically targeted at true clear applications, with outstanding adhesion and elongation properties, as required for pigmented ASTM C 834 compliant caulks and sealants, while at the same time exhibiting the unique aesthetic and application specific properties required for clear applications. When properly formulated, it is anticipated that UCARTM Latex 9192 will also meet the requirements for ASTM C 920 (C 920 testing had not been completed at press time). Table 1 shows typical properties of this new product.
A unique feature of 9192 is its very high total solids. The product was designed with a well-controlled particle size distribution that allows it to have low viscosity at high weight solids. Higher solids latexes can be important in sealant formulations because they help minimize shrinkage when the caulk dries. This is especially true in clear applications where the amount of pigment and extender used is very close to zero, resulting in the total solids of the latex contributing a much higher proportion of the total volume solids of the formulation. While some shrinkage is actually an advantage in overcoming "compression set" (an effect that can be caused by the typical movement of a joint system), higher latex solids allow formulators to better optimize this important property. Other attributes of this latex include the acrylic backbone and appropriately selected glass-transition temperature. These important polymer design choices impart excellent color and low surface tack, respectively. This article compares the new latex's performance with a number of different commercially available clear and translucent sealants to show how these attributes can improve the performance of clear sealants.

Experimental
UCAR Latex 9192 was formulated into clear sealants using the base formulation shown in Table 2. After careful degassing, this formulation provided an initially opaque sealant at about 500,000 cP with a density of 8.92 lbs./gal that turned clear during drying as discussed below. In certain cases, the standard formulation was altered to determine the specific effect of different raw materials. For example, at various times the glycol, fumed silica, UCAR Filmer IBT, mineral spirits, and/or UV stabilizer levels were varied to determine the effect on performance properties. In addition, various plasticizers were added to some formulations to determine the effect on low temperature properties.It is important to note that the formulation in Table 2 does not contain any added thickener resin. This is because a pH-triggered thickening mechanism similar to that found in alkali-swellable emulsions was built into the latex 9192. This causes the polymer to self-thicken to the appropriate viscosity without the addition of any external thickening resin. The rheology of the formulation can then be adjusted by the addition of a small amount of thickener as desired by the formulator. This offers a large advantage to the formulator, by reducing cost and number of materials in the formulation, as well as improving the dry time, clarity, formulation volume solids, and water sensitivity of the product. In the case of the standard formulation, a small amount of fumed silica was added to assist in the slump resistance.
Commercial latex sealant products were used as purchased. All the products purchased were described as either "translucent" or "clear." The advertised applications included tub and tile, general purpose, and exterior applications. In general, the only difference noted in testing these different products was that the translucent products performed better for low-temperature applications whereas the clear products performed better for clarity (as anticipated).
Performance testing of all commercial and experimental sealant samples was performed using prescribed ASTM test methods as discussed below. In addition to testing the performance by these methods, additional test methods were devised to assess the rate of clearing, final clarity, rate of drying, percent shrinkage, and total degree of yellowing after exposure to UV. For all these tests, films were prepared by placing a 5" (L) x 1.5" (W) x 1/8" (H) brass mold on green glass and spreading the sealant sample in the mold until a uniform thickness was obtained. After preparing the samples, the mold was removed and the tared weight of the sample was recorded to determine the initial weight of sealant. Using this procedure, the following measurements were made as outlined in the following sections.
Rate of Clearing
The rate of clearing was assessed using a portable colorimeter (BYK Color-Guide Catalog No. 6805) operated in opacity mode. To estimate the clarity, a reference piece of green glass was used to calibrate the instrument prior to measurements. A piece of release liner with three appropriately sized holes was then placed on the sample allowing measurements to be placed at three different spots on the test sample. The value reported is the average of the three measurements and is reported as percent transmittance relative to the reference glass. It is important to note that the drying across the sample was non-uniform most times; therefore, often (particularly in the first several days) the standard deviation of the three measurements was significant. In additional to opacity (transmittance) measurements using a colorimeter, a visual assessment of the clarity was performed for all the samples tested. This assessment showed that the transmittance measurements, while useful, are not linearly correlated with what is actually observed for clarity. Specifically, in all cases it was found that the majority of clearing occurred when the transmittance increased from 0-20%, followed by a smaller amount of clearing at 20-30%, after which the sample appeared to reach almost complete clarity. This is important because, in most cases, the measured transmittance increased substantially beyond this point (in some cases reaching 70%), but visually almost no further clearing was observed. It should be noted that the geometry used to measure the rate of clearing is much different than would be used during application. In fact, it was found that, due to the small surface-to-volume ratio and the non-porous nature of the glass substrate, this test method actually represents a "worst-case" scenario for the actual time to clear.
Rate of Drying/Percent Shrinkage
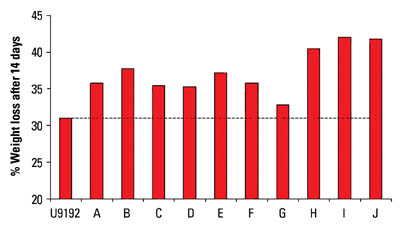
In an attempt to correlate the rate of drying with the rate of clearing, weight loss measurements on the same samples used for opacity measurements were carried out 2 times per day for the first 4 days, followed by 1 time at 7, 14, and 21 days. The weight loss was expressed as a percentage by subtracting the glass weight and dividing by the initial sample weight. In all cases, the weight became constant (within experimental error) after about 4 days. The final weight loss at 14 days was used as an estimate of the shrinkage. No attempt was made to correlate the percent weight loss with percent volume shrinkage.
Color After Artificial Weathering
Both ASTM Test Methods C 732 and C 734 require artificial weathering of the test sample prior to testing. These test methods provide a qualitative assessment of the effect of artificial weathering on the UV stability of the polymer. In order to gain a more quantitative assessment of the degree of yellowing, the test plaques prepared as described above were dried for 2 days at 72

Results And Discussion
The primary challenge in developing a clear caulk vehicle is the difficulty in designing a polymer that will clear rapidly and maintain its clarity after extended periods of outdoor exposure. In addition to these challenges, formulation of these types of products does not generally use the high level levels of pigments and plasticizers found in translucent and pigmented formulations. As a result, formulation volume solids are substantially lower than other sealant formulations, and the resulting shrinkage can present aesthetic problems. In the development of UCAR Latex 9192, care was taken to design quantitative test methods to measure these variables. Initially, this data was used to drive latex development, but ultimately these test methods were also valuable in benchmarking commercial controls vs. the new latex.Figure 1 shows the percent clarity and weight loss as a function of dry time for a prototype of 9192 as measured using the test methods described above. The clarity data in this figure seem to suggest that the sealant clears at an almost linear rate until about 7 days, after which the final value is reached. While this is in a sense accurate, a visual assessment of the clarity creates a somewhat different view. Visually, the product increased substantially in clarity between 0 and 3 days, and then gradually completely cleared. To put further limits on the visual assessment, 10 point font was identifiable but not readable after one day clearing (corresponds to 7% clarity), but was readily readable after 2 days (19% clarity). After 3 days the product was clear with only a slightly opaque appearance predominantly around the edges of the sample (corresponds to 26% clarity). After this, the polymer continued to clear but the clearing was not nearly as significant and was almost not visually discernable after 4 days (33% clarity). The reason for this behavior is not readily evident, but is likely partly related to the experimental method of measuring opacity and to the physical mechanism for the clearing process.
Comparing the transparency data with the weight loss data provides some insight into the physical mechanism involved in the drying process. This data shows that almost 100% of the weight loss occurs during the first three days, during which the sample clarity increased from 0 to 26%. As discussed above, the sample is almost completely clear after this time, indicating that the bulk of the clearing occurs as a result of water and other volatile materials leaving the thick film. After this point, no further weight loss was measured (balance sensitive to 0.01 gms), indicating that the subsequent residual clearing that occurs involves the evaporation of a very small fraction of the initial volatile ingredients in the formulation. This process continues until about 7 days, after which the sample appears to be fully equilibrated. This characteristic behavior was apparent for all of the commercial and experimental sealants tested regardless of their rate of clearing. In addition to providing useful information on the mechanism, the weight loss data can also be converted to percent weight loss to provide insight into the relative degree of shrinkage. In this case, 31% weight loss was observed after 14 days. By using the formulation density, and assuming mostly water evaporated, it can be calculated that the corresponding volume shrinkage is approximately 33%. It is believed that, with additional formulation work, clear sealants based on 9192 that meet the C 834 type P (pigmented) shrinkage requirement of less than 30% could be developed. This is significant since previously clear sealants could not approach this low level of shrinkage, resulting in a separate performance standard of less than 50% shrinkage to be developed for C 834 type C (clear) sealants.
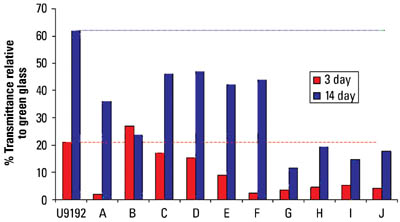

Additional testing of the sealants included ASTM C-731 "Test Method for Extrudability, After Package Aging, of Latex Sealants"; ASTM C-732 "Test Method for Aging Effects of Artificial Weathering on Latex Sealants"; ASTM C-734 "Test Method for Low-Temperature Flexibility of Latex Sealants After Artificial Weathering"; ASTM C 736 "Test Method for Extension Recovery and Adhesion of Latex Sealants"; and ASTM D 2202 "Test Method for Slump of Latex Sealants." With regard to these tests, the formulation based on UCAR Latex 9192 passed all the standard tests and performed equal to, and often better than, all the "true clear" sealants (samples B-F in Figures 2,3, and 4) with respect to the actual numerical evaluation. The only noteworthy findings in this additional testing was that sample D did not pass ASTM C 732, none of the commercial clear samples (samples B-F) passed ASTM C 734 at 0
Conclusion
The evaluation of a model clear sealant formulation based on UCAR Latex 9192 showed clear performance advantages relative to a large number of commercially available products. Specific advantages of the new product include rate of clearing, ultimate color and clarity, UV stability, and percent shrinkage. The new polymer also has a wide formulation latitude that allows the formulator to develop clear sealants suitable for a variety of clear applications such as those requiring high UV resistance, low temperature flexibility, low VOC, etc. Overall, the evaluation shows why a tailor-made polymer for clear applications like UCAR Latex 9192 takes performance of clear sealants to a level previously unattainable with other binders.For more information, contact The Dow Chemical Co., UCAR Emulsion Systems, 410 Gregson Drive, Cary, NC 27511.
This article last updated on 8/9/04.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


