The term ABC-pillar identifies the six pillars or columns that support the roof of a sedan. There are different types of cars where there are also D- and E-pillars, depending on the length of the vehicle. The A pillar, between the front window and the first side window, often incorporates a side airbag. The B, between the first and second side window, hides the safety belt mechanism. The C pillar, located between the second side and rear window, hides the anchor point for the rear safety belt and often has a courtesy light built in.
For many years, these pillars were painted the same color as the exterior of the car, and the rubber seal around the windows was clearly visible. On luxury cars, it became normal to hide these areas with injection-molded covers. As the safety harness arrived, stylists and design engineers chose to hide the inertia-reel and anchor points of the safety belts through the use of an injection-molded component.
During the last 10 years, the technology of back-injection molding has gained importance as the best suitable method of manufacturing ABC pillars.
For back-injection molding, the injection molding machinery is modified as follows.
1. A textile laminate is placed in the mold prior to closing
2. The mold is partially closed
3. The molten plastic is injected at low pressure into the cavity
4. The closing of the mold is completed to allow cooling of the polymer
The face fabric cannot withstand the pressure and temperature stresses of manufacturing on its own, so it is laminated to a fleece. The fleece gives stability and, more importantly, restricts the base polymer (most often ABS) from reaching the face fabric. It also prohibits "strike through" where the polymer will be visual on the surface of the textile.

These laminates require a bonding media with the ability to re-soften during the molding process for adhesion.
The adhesive best suited for this application is a CoPES polymer such as Griltex, manufactured by EMS-GRILTECH. Some of its advantages over the competition include the following.
- Good green strength
- High bond strength
- Heat stability
- Enables high production speeds
- No delay in results, as no curing takes place
- Price/performance ratio
- Ecologically friendly
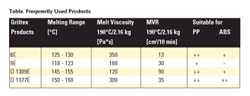
Another unique property of thermoplastic CoPES-based adhesives is that, during the back-injection molding process, the adhesive will melt again with the heat from the ABS. This results in the laminate adhering again, but now in the new shape. This re-fixing eradicates the orange peel effect often experienced when reactive adhesives are used because thermosets do not re-melt and do not allow the face fabric and the fleece to adjust to the new shape. The Griltex product range offers products with different melting points, viscosities and crystallization rates. Products can be tailored to suit application equipment as well as the performance requirements of the laminates. Frequently used products are shown in the table.
Finally, one cannot discount the value of an application technique that can use an adhesive in granular form at approximately $1/kg less than powder and considerably less than adhesive films or webs.
Toward the end of 2003, EMS-GRILTECH installed a sophisticated multi-roller/engraved roller coating line built by Lacom (Germany), in combination with a belt laminator from Klieverik (Netherlands), in its technical center in Domat/Ems (Switzerland). Evaluations are carried out daily on different types of laminates, not only for ABC pillars, but also for automotive applications such as laminates for seating, door panels, headliners, and rear package trays.
For more information, contact EMS-GRILTECH, a unit of EMS-Chemie NA at (770) 957-9000 or e-mail john.Bartlett@us.emsgriltech.com.

