Advancements in Light-Cure Adhesive Technology
Over the last decade, light-cure technologies have been introduced to assist medical device manufacturers with their assembly processes.

In the early 1970s, devices such as syringes and surgical instruments were made of glass, rubber and metal, and were typically fastened, machined, or molded to the appropriate configuration. Since then, the medical device market has evolved, thus changing the types of devices produced, the substrates chosen and the requirements for sterilization.
The intricate and high-performance medical device designs of the 1980s required different substrates and assembly methods. Because of growing concerns about contagious disease, single-use medical devices became the norm - a trend that forced engineers to evaluate plastics such as acrylic, polycarbonate and PVC for their designs. Assembly was completed with room-temperature-curing cyanoacrylate, epoxy, polyurethane and silicone adhesives, which were ideally suited for these early single-use devices.
Late in the 1980s, acrylic-based adhesives were introduced that cured or solidified upon exposure to UV light; as a result, UV light-cure equipment became commercially available. By curing much faster, adhering to a wider variety of substrates and being easier to automate, this early UV technology offered distinct advantages over traditional room-temperature-curing adhesives.
Over the last decade, additional light-cure technologies have been introduced to assist medical device manufacturers with their assembly processes. Biocompatible light-curing epoxies, cyanoacrylates and silicones, as well as acrylics that cure with pure visible light, are now available.

Depending on the adhesive’s chemistry, the cured polymers are either thermoplastic or thermoset resins. Light-curing cyanoacrylates are thermoplastics with limited temperature and chemical resistance. The remaining chemistries form thermoset resins that offer superior temperature and chemical resistance. To facilitate and complete the curing reaction, the type and intensity of light exposure is critical.
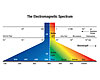 The electromagnetic spectrum (see Figure 2) organizes
radiant energy by wavelength. Most adhesive curing is accomplished using light
ranging from about 200 nm to 450 nm. The wavelengths below 400 nm are
considered UV, while the output from 400 nm to 500 nm is visible. Also included
in the spectrum are other forms of radiant energy, including gamma, infrared
and microwaves.
The electromagnetic spectrum (see Figure 2) organizes
radiant energy by wavelength. Most adhesive curing is accomplished using light
ranging from about 200 nm to 450 nm. The wavelengths below 400 nm are
considered UV, while the output from 400 nm to 500 nm is visible. Also included
in the spectrum are other forms of radiant energy, including gamma, infrared
and microwaves.
For a successful cure, the absorbance of the adhesive’s photoinitiators must match the output of the selected light source. For example, if a UV-curing acrylic adhesive contains photoinitiators that absorb and break down with 365 nm light, then the light source selected must emit sufficient intensity at the same wavelength. A mismatch may result in a partially cured or a completely uncured adhesive.
First-generation light-curing adhesives responded only to ultraviolet light in the 254-365 nm range. As the second generation of light-cure technology added photoinitiators that reacted at 405 nm, they were deemed UV/visible curing. The addition of the “visible” initiator allowed for slightly faster cure times and the ability to cure through UV-blocked substrates.
Light-curing adhesives can bond a variety of substrates and yield a clear bond line when used in thin sections. Many light-cure formulations offer fluorescent tracers that allow the applied adhesive to be detected in the uncured or cured state to monitor placement and coverage. Unlike fasteners or other mechanical means of assembly, light-cure technology can be easily automated on a production line. Since the technology cures on demand, the adhesive remains liquid during the application process and will not cure until exposed to the curing source.
Transmission through substrates is critical, as UV light must reach the adhesive bond line to achieve full cure and its associated performance properties. However, most colored substrates will not transmit UV light, and many grades of clear plastics include additives (such as UV inhibitors) that can prevent curing.
When curing through large volumes of adhesive in a potting or filling application, the adhesive can limit light transmission and result in a low depth of cure.
Traditional UV curing sources output high-intensity light over a broad spectrum of wavelengths. In addition, these systems also typically emit infrared energy/heat and ozone. High-intensity light, high levels of ozone and significant heat can be dangerous to operators. Shields and vents are necessary to protect operators.
The latest generation of light-cure adhesives features new photoinitiators that react solely with light in the visible wavelengths that exceed 425 nm. These new adhesives cure in less than 10 seconds and are compatible with metals, glass, and many plastics. They can be used on UV-blocking substrates and select colored materials, particularly translucent grades of purple, blue, gray, and white.
The adhesion of visible light-curing products is comparable to most commercially available UV/V acrylic adhesives. These new adhesives offer particularly high adhesion on polycarbonate and polyvinylchloride (PVC). Current grades of visible light-curing adhesives meet strict ISO-10993 biocompatibility requirements and can cure to depths in excess of 0.5 inch, making them suitable for potting applications.
The most notable benefit of visible light-cure technology involves the efficiency of the cure equipment. A growing range of focused visible-light sources provides considerable processing advantages for medical device manufacturers.
Visible light-cure systems are available in both point and flood configurations that can be lamp- or bulb-based, similar to some early UV systems. These light sources produce a considerably narrower band of output than current viable UV light systems. As typical bulb-based visible light sources provide output ranging from approximately 400 to 600 nm, they minimize excess unusable light and infrared (heat) energy output. Because of substantial heat reduction, visible light cure technology is ideal for use on devices made of temperature-sensitive materials.
The initial cost and ongoing maintenance expenses for visible bulb systems are considerably less than those of traditional UV and UV/V systems. In addition, with bulb lives twice those of standard UV and UV/V bulbs, medical device manufacturers can realize a nearly immediate cost savings in maintenance alone.
A second category of visible light-cure equipment is light-emitting diode (LED) technology, which emits very focused visible light wavelengths in a significantly tighter output range than visible lamp technology. In most cases, LED-curing systems emit at one primary wavelength, such as 420 nm, and offer slight amounts of residual light in nearby wavelengths (± 15 nms).
LED systems are extremely efficient and cost effective, as excess, unnecessary broadband light and heat/infrared energy are not emitted. LEDs produce higher outputs that more effectively cure adhesives. While a traditional UV light source might offer an output irradiance of 150 mW/cm2, a visible LED system offers more than 2 W/cm2.
Currently available as point or spot sources, LED-curing systems are predicted to have light output lives in excess of 10,000 hours and are typically built into solid-state housings that make them extremely durable and portable. This long life and durability translates to immediate and ongoing cost savings. In addition, these systems take up less space than UV-cure equipment and are easy to automate.
Safety is a significant benefit of higher-wavelength visible light-cure systems. With visible light output, UV-related system shielding and operator protective equipment can be minimized or eliminated. While safety glasses are often still recommended to protect from the brightness of the visible light sources, heat-protective equipment and costly ventilation systems to protect from infrared and ozone are unnecessary.

In an effort to reduce the cure time of traditional RTV silicone adhesives, light-curing silicones and light/moisture-curing silicones have been developed that offer significant benefits to device manufacturers. Both of these categories of silicone adhesives maintain high adhesion to silicone substrates and offer significant flexibility while delivering cure times of approximately 60 seconds. As neither technology contains corrosive byproducts, they do not require ventilation to dissipate any residues or strong odors. The silicones are tested to meet strict ISO-10993 biocompatibility requirements.
Similar to traditional light-curing acrylics, light-cure silicone technology requires all of the adhesive to be exposed to light. These adhesives react with moderate to high intensity UV and/or visible light (minimum 70 mW/cm2). The cured polymers are transparent and colorless. This technology offers high adhesion to thermoplastics such as polycarbonate, acrylic and PVC, and delivers high tear strengths to ensure tough and strong bond lines.
Light/moisture-curing silicone technology cures on exposure to moderate to high intensity light and includes a secondary moisture cure similar to traditional RTV silicones. The secondary cure allows adhesive located in shadowed areas to cure if light cannot reach it (see Figure 3). Light/moisture-curing silicone adhesives are translucent in appearance and offer high elongation and tear properties.
Recent advancements in formulating UV/visible acrylic adhesives have resulted in extremely flexible acrylic-based polymers. With hardness values on the Shore A scale and elongations greater than 100%, these flexible light-cure acrylics are ideal for medical device applications that undergo extreme flexing and bending. They are also an excellent choice when substrates with varying coefficients-of-thermal-expansion (CTE) are being joined and must undergo thermal cycling.
Flexible light-curing acrylics cure on exposure to low to moderate UV/visible light sources and will fluoresce under black light for inspection purposes. Because they are acrylic-based, their high adhesion to a variety of materials is a key advantage over silicone adhesives.
Recent advancements - including high-wavelength visible acrylics, light and light/moisture curing silicones, and flexible acrylics - have further broadened the applicability of light-cure adhesive technology for medical device assembly challenges.
New product development of both adhesives and associated cure systems is ongoing. New versions of LED-based spot-curing units are on the horizon, offering high intensity output in 365 nm, 405 nm and > 450 nm wavelengths. Wider-area LED curing systems are expected to hit the marketplace this year that offer cure areas of approximately four square inches.
Adhesive development continues as well with alternate fluorescent agents for pre- and post-cure adhesive detection, additional high-wavelength visible curing adhesives, and light-curing epoxies that meet ISO-10993 biocompatibility requirements.
Copyright Canon Communications LLC. Used by permission.
For an oxygen mask with a polycarbonate shell and silicone
rubber cushion, the manufacturer selected an RTV silicone adhesive for bonding
the cushion and the shell. However, the 24-hour cure time significantly
hampered productivity. A new UV/visible light cure silicone adhesive from
Loctite®
cured in 20-30 seconds when exposed to a UV light of 365 nm, 200
mW/cm2 intensity.
In the early 1970s, devices such as syringes and surgical instruments were made of glass, rubber and metal, and were typically fastened, machined, or molded to the appropriate configuration. Since then, the medical device market has evolved, thus changing the types of devices produced, the substrates chosen and the requirements for sterilization.
The intricate and high-performance medical device designs of the 1980s required different substrates and assembly methods. Because of growing concerns about contagious disease, single-use medical devices became the norm - a trend that forced engineers to evaluate plastics such as acrylic, polycarbonate and PVC for their designs. Assembly was completed with room-temperature-curing cyanoacrylate, epoxy, polyurethane and silicone adhesives, which were ideally suited for these early single-use devices.
Late in the 1980s, acrylic-based adhesives were introduced that cured or solidified upon exposure to UV light; as a result, UV light-cure equipment became commercially available. By curing much faster, adhering to a wider variety of substrates and being easier to automate, this early UV technology offered distinct advantages over traditional room-temperature-curing adhesives.
Over the last decade, additional light-cure technologies have been introduced to assist medical device manufacturers with their assembly processes. Biocompatible light-curing epoxies, cyanoacrylates and silicones, as well as acrylics that cure with pure visible light, are now available.
Figure 1. The Light Curing Reaction
How Light Curing Works
Figure 1 shows a typical light-curing reaction. All liquid light-cure adhesives contain photoinitiators, which are indicated in Step 1 as double red spheres. When the appropriate wavelength and intensity of light is introduced (as illustrated in Step 2), the photoinitiators absorb the light energy and divide or fragment into reactive species. These reactive species form the linkages that are created to generate the polymer or cured adhesive (Steps 3-4).Depending on the adhesive’s chemistry, the cured polymers are either thermoplastic or thermoset resins. Light-curing cyanoacrylates are thermoplastics with limited temperature and chemical resistance. The remaining chemistries form thermoset resins that offer superior temperature and chemical resistance. To facilitate and complete the curing reaction, the type and intensity of light exposure is critical.
Figure 2. The Electromagnetic Spectrum
For a successful cure, the absorbance of the adhesive’s photoinitiators must match the output of the selected light source. For example, if a UV-curing acrylic adhesive contains photoinitiators that absorb and break down with 365 nm light, then the light source selected must emit sufficient intensity at the same wavelength. A mismatch may result in a partially cured or a completely uncured adhesive.
First-generation light-curing adhesives responded only to ultraviolet light in the 254-365 nm range. As the second generation of light-cure technology added photoinitiators that reacted at 405 nm, they were deemed UV/visible curing. The addition of the “visible” initiator allowed for slightly faster cure times and the ability to cure through UV-blocked substrates.
Benefits of Light-Cure Technology
Light-curing technology offers the significant benefit of rapid fixture and cure following exposure to as little as five seconds of light for select joints. The rapid cure minimizes work in process and allows for nearly immediate quality testing to ensure that assembled devices fall within defined specification ranges.Light-curing adhesives can bond a variety of substrates and yield a clear bond line when used in thin sections. Many light-cure formulations offer fluorescent tracers that allow the applied adhesive to be detected in the uncured or cured state to monitor placement and coverage. Unlike fasteners or other mechanical means of assembly, light-cure technology can be easily automated on a production line. Since the technology cures on demand, the adhesive remains liquid during the application process and will not cure until exposed to the curing source.
Considerations for Light-Curing Adhesives
UV-curing adhesives that react at light frequencies below 400 nm are limited by several adhesive and equipment-related factors.Transmission through substrates is critical, as UV light must reach the adhesive bond line to achieve full cure and its associated performance properties. However, most colored substrates will not transmit UV light, and many grades of clear plastics include additives (such as UV inhibitors) that can prevent curing.
When curing through large volumes of adhesive in a potting or filling application, the adhesive can limit light transmission and result in a low depth of cure.
Traditional UV curing sources output high-intensity light over a broad spectrum of wavelengths. In addition, these systems also typically emit infrared energy/heat and ozone. High-intensity light, high levels of ozone and significant heat can be dangerous to operators. Shields and vents are necessary to protect operators.
Recent Advancements in Light-Cure Technology
High-Wavelength Visible Light-Cure AdhesivesThe latest generation of light-cure adhesives features new photoinitiators that react solely with light in the visible wavelengths that exceed 425 nm. These new adhesives cure in less than 10 seconds and are compatible with metals, glass, and many plastics. They can be used on UV-blocking substrates and select colored materials, particularly translucent grades of purple, blue, gray, and white.
The adhesion of visible light-curing products is comparable to most commercially available UV/V acrylic adhesives. These new adhesives offer particularly high adhesion on polycarbonate and polyvinylchloride (PVC). Current grades of visible light-curing adhesives meet strict ISO-10993 biocompatibility requirements and can cure to depths in excess of 0.5 inch, making them suitable for potting applications.
The most notable benefit of visible light-cure technology involves the efficiency of the cure equipment. A growing range of focused visible-light sources provides considerable processing advantages for medical device manufacturers.
Visible light-cure systems are available in both point and flood configurations that can be lamp- or bulb-based, similar to some early UV systems. These light sources produce a considerably narrower band of output than current viable UV light systems. As typical bulb-based visible light sources provide output ranging from approximately 400 to 600 nm, they minimize excess unusable light and infrared (heat) energy output. Because of substantial heat reduction, visible light cure technology is ideal for use on devices made of temperature-sensitive materials.
The initial cost and ongoing maintenance expenses for visible bulb systems are considerably less than those of traditional UV and UV/V systems. In addition, with bulb lives twice those of standard UV and UV/V bulbs, medical device manufacturers can realize a nearly immediate cost savings in maintenance alone.
A second category of visible light-cure equipment is light-emitting diode (LED) technology, which emits very focused visible light wavelengths in a significantly tighter output range than visible lamp technology. In most cases, LED-curing systems emit at one primary wavelength, such as 420 nm, and offer slight amounts of residual light in nearby wavelengths (± 15 nms).
LED systems are extremely efficient and cost effective, as excess, unnecessary broadband light and heat/infrared energy are not emitted. LEDs produce higher outputs that more effectively cure adhesives. While a traditional UV light source might offer an output irradiance of 150 mW/cm2, a visible LED system offers more than 2 W/cm2.
Currently available as point or spot sources, LED-curing systems are predicted to have light output lives in excess of 10,000 hours and are typically built into solid-state housings that make them extremely durable and portable. This long life and durability translates to immediate and ongoing cost savings. In addition, these systems take up less space than UV-cure equipment and are easy to automate.
Safety is a significant benefit of higher-wavelength visible light-cure systems. With visible light output, UV-related system shielding and operator protective equipment can be minimized or eliminated. While safety glasses are often still recommended to protect from the brightness of the visible light sources, heat-protective equipment and costly ventilation systems to protect from infrared and ozone are unnecessary.
Figure 3. Dual Light and Moisture Curing
Light- and Moisture-Curing Silicone Adhesives
Room-temperature vulcanizing (RTV) silicone adhesives and sealants have long been the choice for medical-device manufacturers using silicone substrates or with applications requiring extremely flexible bond lines. RTV silicones are available in a variety of formulas that offer various viscosities, cure times, durometers, and appearances (clear and colorless to opaque and colored). However, the primary limitation of RTV silicones is their cure time; most adhesives require a minimum of 24 to a maximum of 72 hours of exposure to humidity at room temperature to ensure full cure and evolution of corrosive byproducts, such as acetic acid.In an effort to reduce the cure time of traditional RTV silicone adhesives, light-curing silicones and light/moisture-curing silicones have been developed that offer significant benefits to device manufacturers. Both of these categories of silicone adhesives maintain high adhesion to silicone substrates and offer significant flexibility while delivering cure times of approximately 60 seconds. As neither technology contains corrosive byproducts, they do not require ventilation to dissipate any residues or strong odors. The silicones are tested to meet strict ISO-10993 biocompatibility requirements.
Similar to traditional light-curing acrylics, light-cure silicone technology requires all of the adhesive to be exposed to light. These adhesives react with moderate to high intensity UV and/or visible light (minimum 70 mW/cm2). The cured polymers are transparent and colorless. This technology offers high adhesion to thermoplastics such as polycarbonate, acrylic and PVC, and delivers high tear strengths to ensure tough and strong bond lines.
Light/moisture-curing silicone technology cures on exposure to moderate to high intensity light and includes a secondary moisture cure similar to traditional RTV silicones. The secondary cure allows adhesive located in shadowed areas to cure if light cannot reach it (see Figure 3). Light/moisture-curing silicone adhesives are translucent in appearance and offer high elongation and tear properties.
Flexible Light-Curing Acrylic Adhesives
Traditional UV/visible light-cure acrylic adhesives are available with a range of physical properties - from rigid, high-modulus polymers to materials offering moderate flexibility. These traditional light-cure adhesives are often selected because of their high-strength bond to a range of plastics, metals and elastomers. However, assembly applications requiring high adhesion and high levels of flexibility presented problems for UV/V technology.Recent advancements in formulating UV/visible acrylic adhesives have resulted in extremely flexible acrylic-based polymers. With hardness values on the Shore A scale and elongations greater than 100%, these flexible light-cure acrylics are ideal for medical device applications that undergo extreme flexing and bending. They are also an excellent choice when substrates with varying coefficients-of-thermal-expansion (CTE) are being joined and must undergo thermal cycling.
Flexible light-curing acrylics cure on exposure to low to moderate UV/visible light sources and will fluoresce under black light for inspection purposes. Because they are acrylic-based, their high adhesion to a variety of materials is a key advantage over silicone adhesives.
Conclusion
Light-cure technology continues to be the fastest-growing adhesive category selected by medical device manufacturers worldwide. With its rapid cure and wide product offering, there is a category and product to suit most device applications.Recent advancements - including high-wavelength visible acrylics, light and light/moisture curing silicones, and flexible acrylics - have further broadened the applicability of light-cure adhesive technology for medical device assembly challenges.
New product development of both adhesives and associated cure systems is ongoing. New versions of LED-based spot-curing units are on the horizon, offering high intensity output in 365 nm, 405 nm and > 450 nm wavelengths. Wider-area LED curing systems are expected to hit the marketplace this year that offer cure areas of approximately four square inches.
Adhesive development continues as well with alternate fluorescent agents for pre- and post-cure adhesive detection, additional high-wavelength visible curing adhesives, and light-curing epoxies that meet ISO-10993 biocompatibility requirements.
Copyright Canon Communications LLC. Used by permission.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




