
Disposable needles make up a large percentage of the disposable medical device market. Billions of needles are assembled annually.
A wide variety of medical devices incorporate a needle or cannula, such as insulin syringes, hypodermic and angiographic needles, blood lancets, prepackaged medication syringes, introducer catheters, intravenous sets, venous-winged and port-access infusion sets, and blood collection sets. The federal Needlestick Safety and Prevention Act requires needle manufacturers to provide safer alternatives to existing needle designs, resulting in hundreds of new designs annually.
Needle assembly can be quite challenging. Joints must be well sealed to prevent fluids such as blood or medicine from leaking. The joint is small and cylindrical. It typically joins a stainless steel cannula to a plastic hub. Only a high-strength joining method will ensure that the cannula does not move or release from the hub during use.

Adhesives deliver high strength, hermetically sealed bonds, simple processing and gap filling. Although many different types of adhesives are suitable for needle assembly, light cure technology has become the joining method of choice because of its fast cure and simple processing. Both acrylic and cyanoacrylate adhesives are available for light-cure applications.
Lighting the Way
Light curing acrylic adhesives are one-part, solvent-free liquids with viscosities ranging from 50 centipoise (cP) to thixotropic gels. Upon exposure to light of the correct intensity and spectral output, the photoinitiator in the adhesive initiates cure, yielding a thermoset polymer that offers excellent adhesion to a variety of substrates. While cure times depend on many factors, 6 to 20 second cures are typical with possible cure depths in excess of 0.5 inch. Following cure, light curing acrylic adhesives vary from rigid plastic materials to soft, flexible elastomers.
These adhesives cure rapidly on demand, minimizing work in process while offering virtually unlimited repositioning time before curing occurs. In addition, the wide range of available viscosities facilitates product selection for automated dispensing.

Light curing cyanoacrylates are one-part, solvent-free materials with viscosities ranging from 20 to 900 cP. Upon exposure to low intensity light, these adhesives cure rapidly to form thermoplastic polymers with superior adhesion to a variety of substrates. Adhesive in areas shielded from direct light will also cure to depths of 0.01 inch.
Cyanoacrylate adhesives are based on ethyl cyanoacrylate technology, which cures in the presence of a weak base such as water. These adhesives also contain a photoinitiator that initiates the secondary cure mechanism when exposed to low intensity light. Specialty primers help light cure cyanoacrylates develop strong bonds to polyolefins and other hard-to-bond plastics, such as fluoropolymers and acetal resins.

These adhesives minimize the potential for “blooming” or “frosting,” a white haze that appears around a bond line and is common with traditional cyanoacrylates. Blooming occurs when cyanoacrylate monomer volatilizes, reacts with moisture in the air and settles back on the part. Because any light curing cyanoacrylate material that squeezes out of a bond line or remains on a surface can be rapidly cured with light, the potential for blooming is minimized.
Design Variables
Several key design variables must be considered for needle assemblies joined with light curing adhesives. Design variables include the hub material, well design, core-engagement length, cannula gauge size, diametrical gap and the use of annular rings.
The most commonly selected
needle hub materials include ABS, acrylic, polycarbonate, polyethylene, polypropylene, polysulfone and polyurethane. Engineers should consider factors such as material cost, ease of processing, fluid and environmental resistance, and appearance prior to hub material selection.
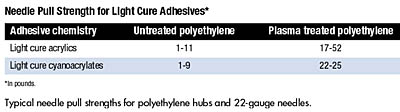
Difficult-to-bond materials, such as polyethylene and polypropylene, typically require pretreatment to enhance bond strength. Common methods of pretreatment include in-line corona discharge, batch plasma processing and priming, particularly for light curing cyanoacrylate adhesives. Corona treatment is often the pretreatment method of choice because it can be effectively done in-line. In a corona discharge process, the difficult-to-bond plastic is exposed to a corona discharge, usually in the presence of air and at atmospheric pressure. Such exposure roughens the surface and increases the surface energy of the substrate.
Plasma treatment is a batch process that imparts chemical functionality to the difficult-to-bond material. Typical plasma gases include oxygen, argon, nitrogen and ammonia. Different gases can have dramatically different effects not only on the substrate but also on the adhesive selected. The effect of corona discharge and plasma treatment on difficult-to-bond needle hubs is typically comparable.

The core or engagement length is located beneath the well, where the inner diameter of the hub decreases to a slight slip fit with the cannula. By increasing engagement length, needle pull strength will increase until the adhesive joint strength exceeds that of the hub or cannula. When high viscosity adhesives are used, the adhesive may only partially fill the engage- ment length.
Cannula gauge size has a significant impact on both pull strength and failure mode. As gauge size increases, the circumference of the cannula decreases, resulting in reduced surface area. This reduction in bond area can decrease needle pull strength vs. a needle assembly with a smaller gauge cannula or an increased cannula circumference. In general, adhesive bonds of large cannula gauges, such as 27 gauge, fail to the cannula, leaving the majority of the adhesive in the hub. Conversely, smaller cannula sizes, such as 22 gauge, typically fail to the hub.
The diametrical gap is the difference between the inner diameter of the hub and the outer diameter of the cannula. A 0.002-inch diametrical gap is common. As the diametrical gap decreases, the adhesive more slowly fills the annular area in the core. It is also more likely to migrate out the back of the hub. This could reduce pull strength.
A diametrical gap greater than 0.002 inch is uncommon, unless an engineer intends to use multiple gauge cannulae in one hub. In such a case, diametrical gaps of 0.005 inch to 0.01 inch have been used.
Annular rings are recesses that are molded or machined into the well or core of the needle hub. They can significantly increase adhesive strength. Although the depth of annular rings can vary, recesses are typically 0.005 inch to 0.008 inch.
When an adhesive flows into the recessed rings and cures, it bonds to the cannula and is mechanically held in the rings. Annular rings are typically used in hubs made of difficult-to-bond substrates, such as polyethylene and polypropylene.
Process Considerations
Key process considerations include hub surface treatment, dispense process type, dispense inspection, flow or dwell time, cure method and in-line detection.Preassembly and postassembly dispensing are two primary adhesive dispense methods used by needle manufacturers. In preassembly dispensing, adhesive is dispensed onto the cannula before it is inserted in the well or hub. High viscosity adhesives are used, with typical viscosities of 3,000 to 30,000 cP. Preassembly dispensing ensures full adhesive coverage with minimal flow times.
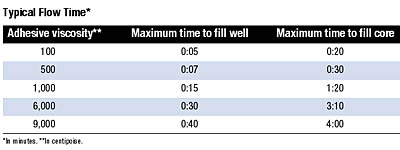
Alternatively, engineers may dispense the adhesive after the cannula has been assembled to the hub. This post-assembly dispensing process requires that a low viscosity adhesive be used, typically 20 to 3,000 cP. The lower the viscosity, the faster the adhesive can fully cover the joint.
Needle manufacturers often monitor the dispense process to ensure that it is controlled. Typical state-of-the-art monitoring systems work with adhesive viscosities ranging from water thin liquids to thick pastes. Such systems commonly use real time data acquisition to detect plugged or broken dispense tips, air bubbles, missed dispense cycles, low pressure (undersized drops) and high pressure (oversized drops).
Flow or dwell time is the time required to allow dispensed adhesive to fully flow into the well and core. It is critical in postassembly dispense processes. In general, the lower the viscosity, the faster the adhesive will flow and achieve full coverage of the bond line.
The two most common cure methods for high-volume needle production are heat curing and light curing. Light curing is rapidly becoming the preferred cure method.
Light curing adhesives require specialized light sources that emit radiant energy or light of the appropriate wavelength and intensity. Light sources vary in intensity, spectral output, cure area, size, power and safety requirements. When compared to traditional heat cure processes, light curing systems typically require less energy, floor space, manufacturing time and work-in-process.
Although it is possible to audit the dispensing process in-line to ensure that the adhesive has been applied, such inspection does not guarantee that the adhesive flowed into the joint correctly. Adhesives specifically developed for disposable medical device applications often contain fluorescent dyes. Fluorescence detectors are used to inspect the components for the presence of adhesive. This process can be conducted pre- or post-cure.