
Figure 1.
Polypropylene is a polymorphic semi-crystalline polymer that can crystallize in more than one crystal form. The most common crystal form is the alpha, or monoclinic form, which melts at about 160
Experimental Materials
The beta nucleant masterbatch, identified as MPM 1101, contains a proprietary mixture of a beta-nucleating agent plus other additives, and was produced in a pellet form by way of melt compounding. The carrier resin in this masterbatch was a 12 MFR non-nucleated PP homopolymer resin. All of the beta nucleated films and molded parts described in this article were prepared by blending this masterbatch with pellets of a non-nucleated PP resin using the masterbatch at a concentration of 2-3%. The PP resins used included homopolymer and impact copolymer, and all were made using Zeigler-Natta-based catalyst systems.Processing Conditions
The resins were extruded through a flat die to produce sheets ranging in thickness from 0.5 to 0.6 mm at melt temperatures of about 230°C. The molten sheets were cooled by contacting a chrome-polished roll that was part of a three-roll stack. Roll temperatures were 80-95°C. The sheet was drawn in the machine direction by passing it over a series of heated rolls moving at different speeds. The draw ratio, as measured by the speed differential between the slow and fast rolls, was in the range of 5:1 to 6:1.
Figure 2.
Characterization
The beta-crystal content of the final part is dependent on both the concentration of the beta nucleant masterbatch used to produce the part and the thermal and processing history used during fabrication. DSC testing is commonly used to assess beta nucleation; a typical DSC melting curve for a beta-nucleated and a non-nucleated PP resin is illustrated in Figure 1. Here, the samples were first heated up at 10°C per minute to 230°C to destroy any prior thermal history, then cooled at a rate of 10°C per minute. The curves illustrated in the figure were obtained on the second heat scan. The beta-nucleated material shows two melting peaks, as discussed earlier. The lower peak is the dominant peak, at 153°C, due to the beta crystal phase, and the smaller peak at 166°C is due to the melting of the alpha crystals. Although it is possible to measure the heats of fusion of the two melting peaks as a method of quantifying the amount of beta crystallinity, this tends to underestimate the beta content, since some of the polypropylene will recrystallize into the alpha form after melting, thereby contributing to the second melting peak for the alpha phase.A more quantitative way of characterizing the beta content is to measure it directly on an extruded sheet or injection-molded part using wide-angle X-ray diffraction (WAXD). A typical WAXD scan of a sample containing both alpha and beta crystals is illustrated in Figure 2.
The beta phase shows a particularly strong diffraction peak due to the (300) plane, while the alpha phase shows three strong peaks due to the (110), (130) and (040) planes. An empirical ratio of the intensity of these peaks known as the “K” value and defined2as follows is measured to define the beta content:
Here, K will vary from 0 for a sample with no beta crystals to 1.0 for a sample with only beta crystals. For most of the examples discussed, the K value for beta-nucleated materials fell in the range of 0.8-0.9.
It should be noted that, in the case of the oriented film, the WAXD measurements must be made on the extruded sheet before it has been oriented, since the orientation process converts the beta crystal to alpha crystals. This was done by using the edge trim from the extruded sheet for the X-ray measurements.

Table.
Physical Property Testing
The tensile properties of the films were measured in both the machine (MD) and transverse (TD) directions using an Instron tester according to ASTM D 886. Density measurements were performed using either hydrostatic displacement or by measuring the dimensions of a piece of film, and then dividing the mass of the film by its volume.
Figure 3.
Results and Discussions
MOPP Films Made from ICPA series of monoaxially oriented films (MOPP) were produced from impact copolymer PP (ICP). The precursor sheets were cast onto a heated cast roll set at 90°C. The beta nucleated sheets contained 2.5% of the BETAPP masterbatch. The starting sheet thickness was about 0.58 mm, and the final film thickness was in the range of 0.12-0.135 mm. The X-ray “K” values of the precursor sheets and the properties of the MOPP films are given in the table.
The table shows that films 1 and 6, which contained high levels of beta crystallinity, had lower densities and improved tensile properties compared to film 2. The elongation at break values for these two high-beta-content films were somewhat lower than that of film 2. Films 1 and 6 were also more opaque than that of film 2, due to the presence of the microvoids in the film.
Mopp Films Made from HPP and ICP
In a second series of runs, non-nucleated and beta-nucleated MOPP films were produced using both an ICP and a homopolymer PP (HPP) resin. The beta-nucleated versions of these films also contained the MPM 1101 masterbatch at a few different levels; the cast roll temperature was set at about 90°C. The sheet thickness was about 0.50 mm, and the final film thickness was about 0.080 mm.
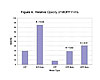
Figure 4.
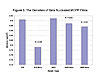
Figure 5.
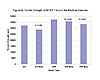
Figure 6.
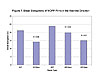
Figure 7.
Breathable Films
About 14 years ago, this author invented3a beta-nucleated PP film product that developed a very high level of microvoiding when it was biaxially stretched on a biaxially oriented PP film (BOPP) line. By incorporating certain other components in the formulation, we were able to produce an open-celled structure where the microvoids interconnected with one another. This film had the unique property of having very high levels of vapor transmission (i.e., it was “breathable”), while still repelling liquid water. The breathable/waterproof nature of the film allows it to be used in protective clothing, where the wearer’s comfort is increased due to evaporation of perspiration while liquids are kept out. In addition to blocking liquids, this microporous film also blocks microorganisms (it passes ASTM F 1670 – Blood Borne Pathogen & ASTM F 1671 – Viral Penetration), which allows it to be used in medical protective gowns and drapes. This breathable film is also used in house wrap and roofing membranes.
Summary and Conclusions
We have shown that opaque/microvoided films can be produced by adding a unique masterbatch containing a beta-nucleating agent to a non-nucleated polypropylene resin, and then stretching an extruded sheet of that resin below the melting point of the beta-crystalline phase. When the extruded sheet is made from an impact copolymer resin, the degree of opacity and density reduction is much greater than when the base resin is a polypropylene homopolymer. The degree of opacity and density reduction also increases at higher levels of beta-crystal content. The reduction in film density and the ability to produce a white film without the use of white pigment permits a reduction in both raw materials and cost. Breathable, waterproof films can also be produced using beta-nucleation technology. The new Mayzo beta-nucleant masterbatch permits the film producer to beta nucleate a conventional non-nucleated PP resin at the extruder hopper in order to achieve these benefits and the associated cost savings.Acknowledgment
The author would like to acknowledge the support of Mayzo and Mr. Ben Milazzo in conducting this research and developing this product.For more information, visit www.mayzo.com.