A "Stickie" Situation
A wide variety of pressure sensitive adhesive (PSA) products, such as stamps, stickers, tapes and labels, have increased in popularity since they offer important performance benefits for consumers, industry and government. The United States Postal Service (USPS), for example, has witnessed widespread consumer preference of its self-adhesive stamp over the conventional gum stamp, transitioning from less than 10% to more than 95% within a few years. These PSA stamps have resulted in increased quality and versatility, improved processability, reduced reject rates, and corresponding cost savings.While the new self-adhesive design enables the convenience of a peelable, 'no lick' stamp, conventional PSAs have been identified as troublesome contaminants within the paper-fiber recycling industry. When present in the recovered paper stream, the PSA materials have an adverse impact on the recycling process and products. Insufficient removal of PSAs in paper-recycling mills contributes to poor paper quality, reduced production efficiencies and ineffective recycling of post-consumer waste.
During the paper recycling process, PSA material in the feed tends to form globs, referred to as "stickies" by the industry, creating serious difficulties for paper recyclers.1 In the recycling process, various techniques are used to remove the stickies and other contaminants from the pulp. Stickies that survive the recycling process reappear as dirt and irregularities in the finished paper that are unacceptable, especially in the finer grades of printing paper.
The USPS recognized the problem and initiated a program called "Environmentally Benign Pressure Sensitive Adhesives for Postal Applications" as part of its commitment to develop products that do not adversely affect the environment or disrupt the recycling process. Given the diverse nature of the various industries involved in the creation, use and recycling of PSA products, the USPS initiated the formation of vertical, integrated teams.2-4 The teams, comprising representatives from the adhesive, converting, printing and paper industries, as well as testing laboratories and others, worked cooperatively toward a solution to the PSA recycling problem.2-4
As a result, the vertical team approach led the adhesive industry to submit numerous PSA products that were designed to perform as stamp adhesives and exhibit higher removal efficiency during the paper-recycling process. The first generation of such PSA products was evaluated at the laboratory and pilot level using recycling protocols, which were developed cooperatively with the recycling mills. The USPS engaged six recycling mills, and more than 20 mill trials were conducted with more than 15 adhesive products. The performance of benign PSA candidates evaluated in lab and pilot trials is reported to show good correlation with commercial recycling mills.5,6
The Initial Response
The first-generation benign PSAs were intended to meet the aggressive stamp performance requirements, combined with the ability to be removable through hyperfine screening with slot widths as low as 0.004 inches. Recycling mills, however, have constraints imposed by screening efficiency that sets a lower limit of slot size in pressure screens. The problem with current PSAs, which are soft and sticky polymers, is that they break up and "extrude" through the screen slots due to the appreciable shear forces of industrial screening devices.7-13 With the increased usage of recovered fibers, and as mills go to closed-loop process water systems (zero-discharge policy), new PSAs need to be developed that can be completely removed.The optimum solution is an environmentally friendly PSA that satisfies stringent adhesive performance requirements and is easily removed in recycling processes. In an attempt to achieve this optimum, several manufacturers relied on existing acrylic PSA technology and tweaked their formulation. This approach was generally acceptable in reaching the interim residual-adhesive target of less than 35 ppm in the USPS-P-1238E specification. A second-generation technology is necessary to achieve the more stringent residual-adhesive requirements of the new 1238F specification, which requires less than 20 ppm.
To eliminate the stickies problem caused by PSAs, EcoSynthetix has developed a second-generation technology by redesigning acrylic PSAs on a molecular level. Using bio-based materials in combination with synthetics, we have developed a new family of sugar-acrylic PSAs, known as EcoStixT. These aggressive PSAs are designed to have their adhesive properties turned off during the paper recycling process to facilitate their complete removal.
A Sweet Solution
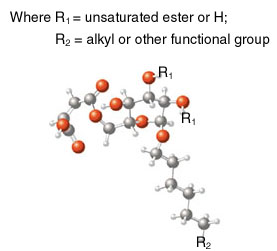
Just as the hummingbird seeks sugar to sustain its vigor, we have turned to nature for sugars to provide unique performance. The incorporation of sugar into the backbone of a PSA polymer provides the "smart switch" that enables the adhesive properties to be turned off during paper recycling.A variety of sugars were modified with unsaturated esters to facilitate their polymerization into an adhesive polymer backbone. An example of such a modified sugar, referred to as "sugar macromer," is shown in Figure 1. This technology represents a means for incorporating hydrophobically modified sugars with varying degrees of oligomerization (DP), degrees of substitution (DS) and acid number. Each sugar macromer product has a specific average degree of oligomerization (DPn), generally in the range between 1.1 and 2.0, and average DS, generally in the range of 1 to 2. The hydrophobe serves to impart co-monomer solubility to the sugar, in addition to chemical and thermal stability. The hydrophobe can be modified to achieve the desired hydrophilic-lipophilic balance (HLB).
Sugar-based PSAs are prepared by copolymerizing sugar macromer with acrylic monomers in an emulsion-polymerization process. These PSAs are waterborne dispersions that incorporate bio-based materials within a synthetic copolymer structure. The polymers are designed for optimum PSA performance and recyclability. A highly sensitive fluorescence-tagging technique confirms the sugar-acrylic PSAs are completely removable through a combination of screening and flotation de-inking processes.14 In addition, they have low volatile organic compounds, and can be designed to promote the recycling of plastics and bottles through the removability of labels.
The copolymer structure can be varied to provide a wide range of properties suitable for both pressure sensitive and non-pressure sensitive adhesives. The result is a versatile technology that utilizes reactive sugar macromers as bio-based building blocks to provide new environmentally responsible products without compromising the high performance of current synthetics. In addition to stamps, the sugar-based copolymers are being developed for applications such as removable office notes, envelopes, inks and toners, with the aim of providing a complete solution for office waste recycling issues.
The Qualification Process
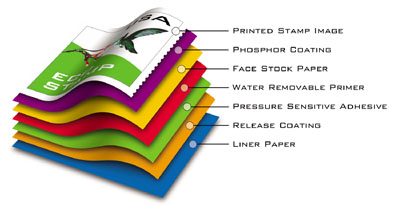
The manufacture of the self-adhesive stamp, which consists of a multi-layer construction (Figure 2), involves adhesive manufacturers, paper suppliers, converters and printers. In 2001, EcoSynthetix applied for and was accepted for self-qualification under the USPS protocol. The protocol is a three-phase qualification process issued by the Postal Service. The approval process is designed to ensure a finished stamp performs as required and that the adhesive does not interfere with any aspects of the stamp-manufacturing process. It includes making the laminate-material construction, assessing stamp-paper performance, printing and finishing trials, recyclability, and aged performance testing the adhesive per the USPS-P-1238 specification. The complete USPS specification and the Self-Qualification protocol can be found on the USPS Web site http://stamps.secdog.com.Spinnaker Coating, Inc., based in Troy, Ohio, converted a large quantity of material into laminates with different liner weights. Rolls of laminates were converted and wound according to printer specifications and delivered to three designated stamp printers for offset, gravure and intaglio print and finish trials. After printing, the products were finished into test stamps in sheets, booklets and coils. Samples of materials (face stock, adhesive, liner and laminates) were submitted as 8.5" by 11" handsheets for laboratory evaluation per USPS-P-1238 by USPS Engineering Labs and Forest Products Laboratory (FPL). Finally, using the USPS-P-1238 laboratory and pilot plant recycling test methods, Specialized Technology Resources (STR) and FPL tested samples of printed stamps.
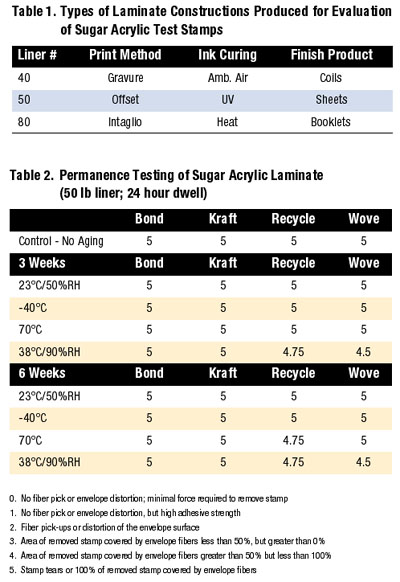
Table 1 lists the types of stamp laminate constructions that were produced. Figure 3 illustrates a test stamp using gravure printing.
The Challenge
The technical challenge was to design and synthesize the optimum sugar macromer, which imparts the "smart switch," and then to polymerize the polymer to have a balance of PSA properties required for the postage stamp application. The application requires initial testing and aged testing of the laminate under the following conditions:- 23 deg C/50% RH
- -40 deg C
- 70 deg C
- 38 deg C/90% RH
The three- and six-week accelerated-aging period is undertaken to ensure that the stamps will successfully remain on the envelope under extreme conditions of heat and humidity that are beyond normal service conditions. High adhesion, excellent tack properties and cohesiveness are needed for the end-use application of the stamp laminate. The development of a successful adhesive for the stamp application requires balancing aggressive adhesive performance without sacrificing the unique recycling-friendly characteristics.
Testing the stamp adhesive consists of water removability, permanence, adhesion to release liner and accelerated aging per the USPS Stamp Specification USPS-P-1238 F. To pass the protocol, the PSA is required to have the following features:
Meeting the Challenge
To meet the rigorous performance requirements of the USPS benign postage adhesive, the PSA polymer required incorporation of a sugar macromer with optimum HLB to impart recyclability. In addition, this polymer needed to have a low glass transition temperature and high water resistance. Aggressive adhesive performance was achieved through careful selection of the macromer, the acrylic comonomers and a bio-based tackifier.The sugar-acrylic PSA was coated using slot-die equipment and exhibited excellent leveling on the silicone-coated release paper. With the assistance of the converter and its experienced production team, line speeds in excess of 600 ft/min were quickly established. The product was designed to coat at high speeds without developing foam or voids in the applied wet film. The adhesive was coated onto three different release liners (Table 1). The dry adhesive coating exhibited superior gloss across the web. The aged slit rolls were free of edge-ooze, adhesive migration, curling and liner delamination during the printing trials.
The high level of interaction within the integrated team sharply reduced the product development cycle. This supplier/converter partnership provided the setting for efficient product development and technology transfer spurred on by frequent communication and critical feedback.
Extensive testing was performed to determine stamp performance. All of these tests were completed successfully to meet the USPS protocol requirements. For example, the adhesive stability and accelerated aging characteristics were determined in a test referred to as "Permanence" under the USPS protocol. Table 2 gives the results for Permanence testing, which was performed at FPL.
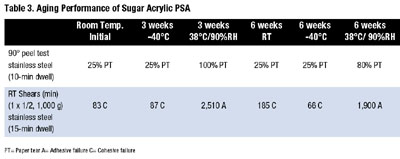
In addition to the protocol, further testing was explored to better understand the aging characteristics for the sugar-acrylic PSA system. These test measurements consisted of standard testing of pressure sensitive tape from a stainless steel substrate. The required stamp face paper was used, and a coating weight of 13.8 lb/ream (3,300 sq ft) of adhesive was transfer coated. Loop tack, 90 degree peels and room temperature shear measurements were performed on the initial laminate and after room temperature, 38 deg C/90% RH and aging at -40 deg C.
Table 3 (page 45) demonstrates the maintenance of aggressive peel even after the aging period. The peel tests demonstrated excellent adhesive aging with paper tear of the stamp face paper. The increased paper tear with heat/humidity indicates good wet-out of the substrate. The paper tore immediately after de-bonding was initiated. The heat/humidity aging increased the shear to 30 hours, and the adhesive changed in failure mode from cohesive to adhesive.
Laboratory Recycling
The USPS laboratory-scale test method15 consists of four major unit operations and two dewatering operations. The first operation is high-consistency (15%) pulping of 360 g OD pulp that contains 1% adhesive by weight. Following 0.3 mm (0.012" or 12 cut) and 0.15 mm (0.006" or 6 cut) slotted screening with a Valley Flat Screen, the pulp slurry was further cleaned by flotation in a Denver Flotation device. After each unit operation, the pulp was dewatered with a 200 mesh screen. Four pulp samples were taken: after pulping, after 0.3 mm screening, after 0.15 mm screening and after flotation. These samples were analyzed for residual adhesive levels using the USPS image analysis test method.
The results provided in Figure 4 illustrate the complete removal of sugar-acrylic PSA residues. The PSA was observed to form a mixture of mostly large and some medium flat particles upon pulping, which were effectively removed in screening. The average particle size in the pulper was 0.74 sq mm. The screening efficiency for the 0.30 mm (12 cut) screen was reported to be over 85%, and the total screening removal was over 99% (for both 12 and 6 cut screens combined). Flotation removed the remaining PSA residues. Cleanup of screens and tanks was reported to be easy.
Pilot Plant Recycling
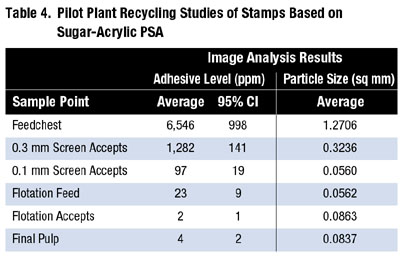
The USPS pilot plant test method contains six major unit operations: pulping, slotted screening, forward cleaning, flow-through cleaning, flotation and washing. Although adhesive removal efficiencies from experiments using flat laboratory screens can be somewhat indicative of product performance, pilot plant pressure screen baskets more closely represent true mill-scale operations. Furthermore, since slotted screening and flotation are essential for removing PSA residues, the pilot test method was developed around commercial pressure screens and flotation equipment.The FPL inspection of the image analysis data in Table 4 shows that the major portion of the adhesive was removed by the screening unit operation, which consists of 0.3 mm (0.012" or 12 cut) and 0.1 mm (4 cut) pressure screens. The average particle size in the feed to the 0.3 mm screen was 1.27 sq mm, and the 0.3 mm screening efficiency was 80.4%. The overall screening efficiency in the trial was 98.5%. The flotation unit operation, which consists of a 2,000 L Lamort vertical flotation cell, acted as a final polishing stage, having 91.3% removal efficiency. Thus, a very clean final pulp was obtained in the trial, having an adhesive content of 4 +/-2 ppm.
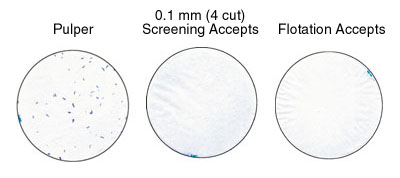
Given the background adhesive level in the pilot system is approximately 3 to 4 ppm, the results indicate that the pilot recycling system removed all of the sugar-acrylic PSA adhesive. Figure 5 further illustrates that PSA residues present in the repulped stamp/paper feed were absent after screening and flotation de-inking operations.
Inspection of the process equipment showed no build-up of PSA on surfaces. The sugar-acrylic resulted in PSA residues that were no longer sticky. When collected as a handful, the 12 cut rejects (approx. 6-mm-long 'worms') could not be pushed into a ball or film. The sugar-acrylic residues were non-tacky and released individually, rather than remaining as one sticky film. They fell to the floor one-by-one with a simple brush of the finger. Similar observations were made in R&D trials at North Carolina State University, Raleigh, North Carolina; McGill University, Montreal, Canada; and Centre Technique du Papier, Grenoble, France.
The non-tackiness of the sugar-acrylic PSA would be an added advantage if it was processed in a recycling mill with limited equipment or one that lacks pressure screens with narrow 4 cut slot widths. In that case, the high flotation efficiency can be a major advantage. North America's largest newsprint recycling mill, for example, located in Thorold, Ontario, Canada, has reported 12 cut as its finest pressure screens.16
Conclusion
As one of the largest single purchasers of PSA materials in North America, the USPS has continually challenged the industry to provide more environmentally responsible products. It has been concerned with adhesives used for all PSA products, not just those for stamps. The USPS is requiring the use of the improved adhesives in future stamp and paper-to-paper label purchases, complying with the recently signed Presidential Executive Order 13148 entitled "Greening the Government Through Leadership in Environmental Management."By redesigning the adhesive polymer on a molecular level, a truly recycling-friendly PSA system was developed that combines bio-based materials with synthetics. The new sugar-acrylic PSAs have aggressive adhesive properties designed to turn off during paper recycling conditions. This second-generation PSA technology is now available to meet these increasing environmental demands.
This new technology development, funded in part by two Small Business Innovative Research (SBIR) grants through the United States Department of Agriculture (USDA), is an example of government supporting small-business development and providing the framework for innovation.
The authors are grateful to Jerry Browne, Steve Eder, Dolores Flores, and John Nievierowski of EcoSynthetix for their many important contributions, and to Al Kuhl and Ann Baker of Spinnaker Coating, Inc., for their efforts and expertise in preparing the PSA laminate. They also wish to thank the USPS Management Team in Washington and their research and development partners who printed and evaluated stamp performance. This work was funded in part by Phase I and Phase II SBIR grants through the USDA.
Additional information on EcoStixT sugar-acrylic PSAs is available from EcoSynthetix Inc., 3900 Collins Road, Suite 1018, Lansing, MI 48910; call 866-ECO-STIX; fax 517-337-7939; e-mail buxton@ecosynthetix.com; or visit the Web site www.ecosynthetix.com. Or Circle No. 75.
References:
1 M.R. Doshi, "Overview-Stickies", Paper Recycling Challenge, Vol. I- Stickies, M. R. Doshi and J. M. Dyer, eds., Doshi & Assoc., Inc., Appleton, Wis., pp. 3-6, 1997.2 J. Peng, "A Case History Study: Environmentally Benign Pressure Sensitive Adhesive Program" In: Proceedings of the Adhesive and Sealant Council, Inc., 1999 Spring Convention and EXPO. Toronto, Canada, April 11-14, 1999.
3 J. Peng, "United States Postal Service Efforts to Develop an Environmentally Benign Pressure Sensitive Adhesive for Postage Stamp Applications", FEICA World Adhesive Conference 2000, Barcelona, Spain, Sept. 20-23, 2000.
4 J. Peng, L.A. Thoma, S. Abubakr, "Development of an Environmentally Benign Pressure Sensitive Adhesive for United States Postal Service (USPS) Postage Stamp and Label Products Efforts & Lessons Learned", China Paper 2001 Conference, Sept. 25-26, 2001 (Beijing, China).
5 C. Houtman, D. Seiter, N. Ross Sutherland, D. Donermeyer, J. Peng, "Can Laboratory and Pilot Recycling Trials Predict Adhesive Removal in Commercial Recycling Systems? Results from the USPS Environmentally Benign Stamp Project", 7th Recycling Technology Conference in Brussels, Belgium, Feb. 14-15, 2002.
6 D. Donermeyer, D. Seiter, N. Ross Sutherland, C. Houtman, D. Bormett, "Laboratory, Pilot and Mill Recycling Studies of Post-Consumer Postal Waste Containing Pressure Sensitive Adhesive" China Paper 2001 Conference, Sept. 25-26, 2001 (Beijing, China).
7 S. Bloembergen, I.J. McLennan, S.E. Cassar, R. Narayan, "Polymer Resins Designed for Environmental Sustainability", Adhesives Age, 10-13, Feb., 1998.
8 I.J. McLennan, S. Bloembergen, "New Polymer Resins for PSA Applications Which Are Designed to Be Recycling Friendly", Proceedings for the 'Environment 2000 Conference', Adhesive and Sealant Council, Toronto, Canada, April 11-14, 1999.
9 S. Bloembergen, R. Narayan, I.J. McLennan, C.S. Schmaltz, "Building on the Strength of Natural Materials with Innovative Chemical Solutions", Proceedings for the 'FEICA European Adhesives Conference 1999', Luzern, Switzerland, Sept. 20-23, 1999.
10 S. Bloembergen, I.J. McLennan, C.S. Schmaltz, "Sweet Inspiration: Sugar-Based Vinyl Copolymers Can Be Inserted Into Polymeric Materials to Make Adhesives With Environmental Kudos", Adhesive Technology, p. 10-13, Sept. Issue, 1999.
11 O. Heisse, S. Schabel, B. Cao, K. Lorenz, "Deformation and Disintegration Physics of Stickies in Pressure Screens", 5th Research Forum on Recycling, Ottawa, Ontario, Canada, Sept. 28-30, 1999.
12 B.E. Lucas, R.A. Venditti, and H. Jameel, "Behavior of Pressure Sensitive Adhesive Material in Industrial Pressure Screens and Laboratory Screens", TAPPI Journal 84(5): p. 70, 2001.
13 J. Flanagan, R. Venditti, H. Jameel, N. Wilson, N. Weaver, B. Lucas, "Passage of Pressure Sensitive Adhesives Through a Slot", manuscript under review, submitted for publication in Progress in Paper Recycling.
14 T. Delagoutte, I.J. McLennan, S. Bloembergen, "Fluorescent Labelling of PSAs: A New Approach to Evaluate the Behaviour of Adhesives During the Recycling Process", 6th Research Forum on Recycling, Manoir des Sables, Quebec, Canada, Oct. 1-4, 2001.
15 C. Houtman, D. Bormett, N. Ross Sutherland, and D. Donermeyer, "Development of the USPS Laboratory and Pilot Testing Protocols", Proceedings to the 2000 TAPPI Recycling Symposium, Washington D.C., March 2000, page 403.
16 A. Yau, "Stickies: Challenges and Opportunities in Recycled Newsprint", 'Environment 2000 Conference', Adhesive and Sealant Council, Toronto, Canada, April 11-14, 1999.