Workable Shrinkage Test for the Fiber Optic and Microelectronic Industries
As adhesives continue to gain in popularity as the method of choice for joining, assembling and packaging in the fiber optic and microelectronic industries, it is recognized that existing standards for measuring adhesive properties are often poorly suited to the specific requirements of these high-performance applications.
In particular, the overriding concern of these industries with precision alignment manufacturing processes and the adverse effect of adhesive shrinkage upon cure on this requirement have led us to develop a novel shrinkage test suited to the small adhesive volumes typically applied to each component in photonics manufacturing. Application of this reliable and repeatable shrinkage test has led our research team to investigate the impact of programmed cure cycles on bulk properties, including shrinkage, for a selection of commercially available photo-initiated and thermally cured polymers. This methodology can be expanded to study the effects of external conditions such as thermal cycling and creep, measuring material-volume changes at each step of the process to allow quantifiable determination of the bulk-material changes.
In the preliminary study, shrinkage measurements were made for a number of representative materials, including photo-polymerizable acrylics and epoxies as well as a thermoset epoxy. Our research team’s investigations have shown that through the application of programmed cure cycles – a technique we call StepCure™, a degree of control over the bulk shrinkage expressed by a given material can be obtained. These results clearly demonstrate the utility of StepCure in UV-curing applications.
In each test, the total integrated energy delivered to the adhesive was the same, although significantly different material shrinkages were observed. The lesson learned is that the manner of the delivery, incorporating a number of appropriately sized intensity variations through the cure cycle, is at least as important as the amount of energy delivered to the material.
Work currently underway will explore the effect of programmed cure cycles on other material properties such as hardness, elastic modulus, glass transition temperature and other important material properties. As this work continues, a comprehensive database of materials and their properties will be developed to assist in selecting the correct adhesive with optimized cure parameters to help solve market needs.
As further evidence of our commitment to providing integrated solutions to our industrial partners, we have developed an entirely new class of product that uses radiant infrared energy. This energy is delivered to generate heat within the adhesive material itself to cure a majority of the thermally cured materials that are widely used by the fiber optic and microelectronic industries. Using this technology, many of the benefits of UV spot-curing systems may be realized in thermally cured materials, including inline processing and rapid fixation of substrates. Our infrared spot-curing system also includes StepCure, allowing users to realize many of the same benefits as available with our UV spot-curing systems.
The importance of adhesives is illustrated by their use in virtually every step of the manufacturing process for fiber optic components. For example, adhesives are used for:
- Fiber to die bonding
-
Fiber to wafer
- Pigtailing
- Lens bonding
- Fiber bonding
- Potting
- Strain relief
- Encapsulation
- Glass/metal bonding
- Optical component mounting
Perhaps, most importantly, adhesives facilitate precision active alignment of optical-fiber components. However, there are perceived shortcomings associated with the use of adhesives for these and a wide range of packaging applications, especially UV-curing materials, in that they often fail to deliver “satisfactory” performance. Many of these shortcomings relate to shrinkage, “damp heat” resistance (as measured by Bellcore Test Method 1216), glass transition temperature, the out-gassing of the adhesive material during cure as well as bond strength. Ultimately, each of these characteristics directly impacts the performance and long-term durability of the component being manufactured.
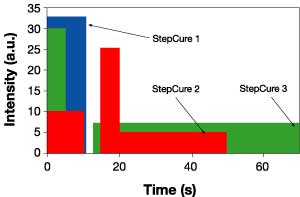 Figure 1
Figure 1Test Procedures
Figure 1 visually portrays sample StepCure profiles. Our shrinkage test uses advanced optical profilometry techniques to produce a detailed surface map of a dispensed drop of adhesive, both before and after curing. Using this surface-map data, precise volume measurements can be generated for the pre- and post-cure specimens. The difference between these volumes represents a direct measure of the shrinkage. This test methodology can be used to determine bulk shrinkage on extremely small sample specimens, with typical test specimens in the pico-liter range.One of the challenges in performing the damp heat-resistance test is the protracted length of the test procedure. The standard typically requires adhesives to be exposed to 85°C at 85% relative humidity for between 500 to 2,000 hours. In practical terms, this means up to three months for each test regimen. In an effort to expedite the testing procedure, we are working to correlate and refine “accelerated-accelerated” tests (as Bellcore already represents an accelerated test methodology) to rapidly converge on acceptable candidate materials suitable for more extensive testing. Initial versions of these tests include exposing adhesive samples to 24 hours of boiling-water immersion to establish initial comparative data for the measurement of “damp heat” resistance.
To measure the amount of moisture absorption, sample coupons of cured adhesive were weighed before and after exposure to the water during the immersion test to determine the net weight gain. The results are expressed as a percentage of weight gain.
Test Results Water Absorption
As Figure 2 illustrates, the water uptake of each material can be reduced up to 35% by application of StepCure technology. This result represents a significant illustration of the importance of StepCure profiles. Indications are that these preliminary results can be extended to encompass most of the materials commonly used in the fiber optic and microelectronic industries.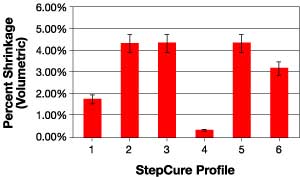 Figure 3
Figure 3Shrinkage
Figure 3 represents some examples of the results gathered from our shrinkage tests. Each bar represents an average of six samples prepared by the same operator. This work was performed over several weeks using a number of adhesive batches.Summary
We will continue to characterize important adhesives to develop a materials-knowledge base allowing for educated, application-based, rational adhesive selection. Continuing studies will also attempt to correlate results of these tests directly with the long-term performance of the component the adhesive is being applied to. In summary, we have developed a workable shrinkage test for small adhesive volumes that can provide reliable and repeatable results applicable to the fiber optic and microelectronic industries.Moreover, we have undertaken a number of ambitious initiatives, including efforts to produce a rapid “humidity” test allowing intelligent choices to be made when selecting an application-specific material. Furthermore, given the strong evidence that StepCure can be used to help tailor material properties, we are confident that we can address industry-wide concerns associated with adhesive materials. The end-product result of our material characterizations will be a comprehensive catalog of solutions that can be widely applied to add value to our product line.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


