
The film portion of the construction acts as a barrier to contamination (liquid, solid and bacteria) while the pressure sensitive adhesive provides a convenient means of attachment to the surface, typically skin. In some cases, the adhesive provides an intimate contact with the surface, acting as a "gasket" to further seal the surface from contamination. Physical properties such as film tensile, tear, elongation and adhesion performance of adhesive-coated film materials have been studied and reported over the years, with the result that the product designer has available many combinations of films and adhesives with which to work.
The scope of this article is twofold. First, to point out how the various physical properties either compete with or complement one another, and second, to demonstrate the effects that film and adhesive choices have on the moisture-vapor permeability of the product.
Many film/adhesive combinations are occlusive in nature, sealing the surface such that not only are contaminants isolated from the surface but also moisture from the skin itself is sealed beneath the covered area. Should the attachment be worn on the skin for some extended period, this entrapped moisture can be deleterious to the covered area. In severe instances, the skin itself can become macerated and difficult to heal. For that reason, product designers try to allow for some measure of transmission of moisture from the skin surface through the polymer film and adhesive layers while retaining desirable barrier and mechanical properties. The property of passing moisture vapor is identified as the "Moisture Vapor Transmission Ratio" or MVTR of the laminate.
A search of the literature reveals several methods for evaluating MVTR of materials. The most commonly used technique is the one described in ASTM Method E-96, using an inverted test cup. It is also the method we have used in this study.
In a simplified explanation, a given amount of water is placed into the test cup described by the test method. The film/adhesive combination is placed over the opening of the cup and sealed around the perimeter, allowing a known area of the film/adhesive combination to act as a barrier between the water in the cup and the atmosphere. The weight of the cup/water/sample assembly is determined to at least three decimal places. The cup is inverted so that the water covers the exposed film/adhesive combination and placed in a chamber at a given temperature and relative humidity. The cup is removed after a given time interval (typically one hour), re-weighed and placed back into the chamber. The cycle is repeated multiple times with weights obtained after each residence period in the chamber. Weight loss from the original weight is obtained after each interval and is recorded vs. the time. Typically a six-hour residence is adequate, giving six weights; but additional times or residence times of shorter duration may be dictated by the performance of the combination. The slope of the curve of the weight loss vs. time is calculated. This value is divided by the area of the exposed sample, and the result is multiplied by 24 to yield the MVTR of the combination in units of grams per sq meter/24 hours or GSM/24 hr. It is recommended that samples be run in at least duplicate, with triplicates preferred.

Film Selection
Many film types are available for use in adhesive-coated film products for medical applications. The choice of the proper film for the particular application will depend upon the following film properties:- Appearance. The film can be colored or colorless; clear, translucent or opaque; matte, gloss or some version of semi-gloss. Wound-care films tend to be fairly clear to allow for observation of the wound and the skin beneath, while most surgical applications prefer a non-glaring matte film.
- Thickness. Most films can be manufactured over a wide thickness range, but for the vast majority of medical applications referred to above, the films will be 0.01 mm to 0.075 mm. Thinner films will provide increased breathability and softness. Thicker films will generally be stronger.
- Mechanical Properties. Tensile strength, tear resistance, modulus, elongation, puncture resistance, hardness and drapability help to characterize the physical performance of films. Film selection is made challenging when properties compete against each other, such as softness or drapability vs. thickness or strength.
- MVTR. Moisture-vapor transmission requirements will be determined by the need for the finished product to be in skin contact for extended time, or for specific wound-healing characteristics. Moisture-vapor transport properties of films will vary widely depending upon the specific polymer structure of the film. When selecting a film, care should be taken to evaluate factors that can enhance the MVTR of a film. Lowering thickness is one of the major factors to impact MVTR, but lower thickness must be evaluated for its impact on the mechanical strength of the film.
Most common films (polyester, polyolefin, PVC, etc.) exhibit very low MVTR properties, making them generally unsuitable for use in applications that require longer-term adhesion to skin. As a class, polyurethane films can be manufactured with varying degrees of MVTR, many of them having quite high MVTR values.
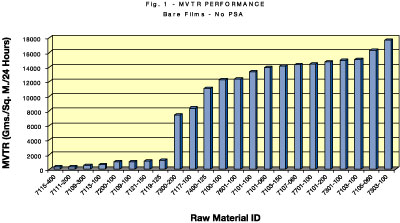
Figure 1 illustrates the MVTR properties of various polyurethane films as determined by ASTM E-96. Note how the results span a very wide range of values from 300 to nearly 20,000 GSM/24 hr.
A product designer certainly has an excellent variety of materials to choose from to achieve a particular set of mechanical and breathability requirements. These films can be manufactured by extrusion or by casting from a solvent or water system. Some can be supplied as free films, while others are supplied on a supporting casting sheet.
Adhesive Selection
As with the variety of film selections available to the product designer, there are also many adhesives to choose from. The polymer choice will be governed by the performance parameters of the application. The scope of this article will be limited to those adhesives that are based on acrylic polymers.There are physical properties for the adhesives that will play a role in the selection of the particular formulation. (Diagram 2.) These properties include the following:
- Tack. This is the measure of the instantaneous adhesion of the adhesive to a surface. Tack is the property that one feels when touching the adhesive. It is an important property in pressure sensitive adhesive applications that require instant bonding.
- Peel Strength. Peel is the measure of the adhesion of the adhesive to a surface after some period of time. This property is very important in that it will relate to the ability of the adhesive to hold materials together or a device in place. Peel strength is most commonly measured from standardized surfaces, such as stainless steel. While this surface provides reproducibility from test to test and lab to lab, it may not truly represent adhesion to the somewhat irregular surface of skin. An adhesive that is relatively soft and flows onto the surface of skin forming a tight bond may show very low peel strengths from the smooth surface of stainless steel. The product developer will need to determine what adhesion level to skin is adequate (often by subjective testing) and compare this performance with peel-adhesion values from stainless steel.
- Shear Resistance. While tack and peel describe the adhesion properties of the adhesive to a surface, shear resistance describes the cohesive or internal strength of the adhesive. This property is important if the product is to be used in a load-bearing application or under conditions where stress is applied to the bond line in a plane that is parallel to the surface of the attachment.
- Skin Sensitivity. Since the adhesive is in intimate contact with the skin, the adhesive should have minimal potential to irritate the skin. Adhesive suppliers have done extensive testing on many of their formulas for irritation, sensitization and toxicity of the adhesive. Today, there are many suitable products to choose from.
- Breathability. MVTR values can vary among the adhesives that are available to the product designer, with some being inherently more breathable than others. The polymer base of the adhesive, processing and thickness can influence breathability. Adhesion requirements will need to be considered and balanced against the breathability requirements for the finished product.
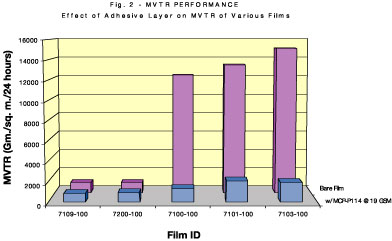
Adhesives may be applied to films over a wide range of coat weights to vary the level of adhesion for particular applications. Higher coat weights will provide higher adhesion but will be manifested by thicker layers of adhesive that can affect the MVTR values of the coated product.
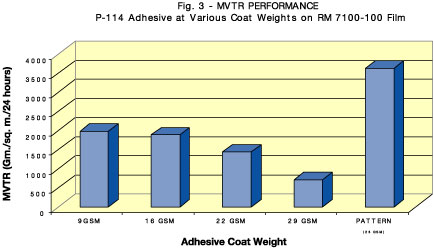
One way to increase the MVTR of an adhesive-coated film product without reducing the coat weight is to break up the adhesive layer so that it does not cover the entire film surface. This pattern-coated adhesive layer then allows the relatively high MVTR film to pass moisture much more rapidly in the areas that are not covered by adhesive. The far right column in Figure 3 illustrates the MVTR value of the film that has been pattern-coated with a pressure sensitive adhesive. Greater areas of open film will provide a greater MVTR. The trade-off here is that greater areas of open, uncoated film will mean less adhesive to contact the substrate, which can lessen the overall adhesion of the product. The product designer will need to keep this relationship in mind in the product-development process.
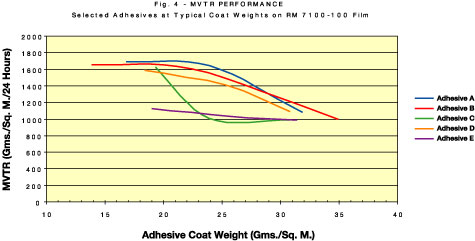
At low-to-moderate adhesive coat weights, there are also interesting differences in MVTR values for these adhesives. The coat weight vs. MVTR curves allow us to fine-tune adhesive and MVTR properties for specific product performance. All of the curves appear to level out in the MVTR range of 1,000 GSM/24 hours at a coat weight of 35 GSM. The study did not look at coat weights above 35 GSM, since most breathable film applications do not require coat weights above that value.
Conclusion
This work shows that adhesive-coated, breathable-film products can be produced that have a very wide range of MVTR properties, and ways to attain specific values are discussed. Many different products can be designed using a selective combination of a particular urethane film, adhesive and coating weight. Pattern-coating the adhesive gives us an additional product-development tool.Guidelines have been provided to assist product developers in balancing mechanical and adhesion properties with MVTR requirements. It is always challenging to optimize breathability, softness and drapability of the finished product without sacrificing needed mechanical strength or adhesion levels. We have demonstrated that there are, however, many useful materials and techniques to employ in achieving our end-product objectives.
For more information on custom coating, laminating and slitting of adhesive transfer films, breathable films, plastic films, nonwovens, foams, papers, cloths and foil materials for single- and double-coated adhesive products for medical and industrial applications, contact Medco Coated Products, 5156 Richmond Road, Cleveland, OH 44146; call 216-292-7546; e-mail info@medcolabs.com; or visit the Web site www.medcolabs.com. Or Circle No. 70.
