Commercial interest in UV-curable pressure-sensitive adhesives (PSAs) continues to grow in recent years due to the potential for this technology to deliver a better cure control, higher coating productivity, lower overall production cost, and lower VOC emissions. A number of UV-curable PSA systems have been developed to meet the needs of different PSA applications: UV-curable styrenic block copolymers,1cationic UV-curable epoxy-functional liquid rubbers,2acrylic polymers with grafted photoinitiator,3acrylic polymer/monomers syrups,4and various acrylated oligomers.5However, the UV PSA technology is still in its infancy stage and thus needs continuous improvement in several key areas, including wider cure window, decreased sensitivity to air or moisture, more uniform cure for thick coating, and better adhesion/cohesion performance.
Conventional polyurethane has been widely used for many adhesive applications because of its good adhesion and high cohesion. Such a unique property is mainly a result of a two-phase microstructure of flexible polyurethane. Flexible polyurethane normally consists of both hard segments (HS) and soft segments (SS). The strong hydrogen bonding within the HS and the incompatibility between the SS and HS drive the formation of a two-phase structure where many nano-size hard phases are dispersed in a soft continuous domain.6By carefully designing the compatibilities, it is possible to have the UV-reactive components stay selectively with the HS micro-phase and the tackifiers to be miscible with only the SS domain. This two-phase, UV-curable system is expected to offer several important advantages, including better curability, less sensitivity to curing environments, and a higher adhesion performance.
This article describes a new developmental UV-curable PSA based on an acrylic urethane polymer from Cytec. This new UV-curable PSA exhibits excellent UV curability, workable viscosity at warm-melt temperature (100-130
Experimental
MaterialsCytec’s UV-curable PSA was typically made using a warm-melt process without using any solvent. As a result, the final material is truly 100% solid without any solvent. A solvent-based acrylic PSA was used in this work for the comparison purpose. This solvent-based PSA is a commercially available adhesive for high-performance tape applications.
Sample Coating
The coated samples in the lab were made using a ChemInstruments HLC-101 laboratory hot-melt coater. The UV-curable PSA sample was preheated at ~120

Results and Discussion
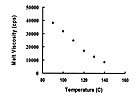
Physical Properties of UV PSAThis new UV PSA system is a clear and viscous liquid with Gardner color less than 3. Depending on the performance requirement and application, the adhesive formulation can be made in the forms of liquid material at room temperature or viscous material at warm-melt temperature. RX-06963 is a warm-melt formulation that was designed for high-performance tape applications. Table 1 lists the melt viscosity of RX-06963 as a function of temperature, measured by using a Brookfield CAP 2000H at 50 rpm. In general, a hot melt is considered coatable if the viscosity is less than 50,000 cps. Based on the data in Table 1, RX-06963 shall be easily coated at the temperature range of 90-130

Figure
1. Viscosity vs. Melt Temperature of RX-06963
The PSA performance is closely related to the viscoelastic properties of the materials. Viscoelastic profile provides a useful tool to characterize the PSA performance of UV-curable systems. For example, the modulus of an adhesive as a function of the temperature is a more useful method to analyze how the cohesion strength and tack level change with temperature. At a given temperature, the higher the elastic modulus, the higher the cohesion strength; the lower the loss modulus, the higher the adhesive’s tack.
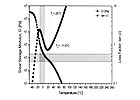
Figure 2. Viscoelastic
Profile of Uncured RX-06963
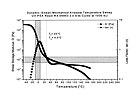
Figure
3. Viscoelastic Profile of Cured RX-06963
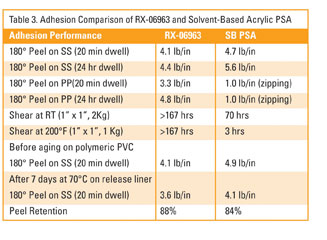
This new UV-curable system may be easily formulated to achieve a range of PSA performance. RX-06963 was designed to meet the high-performance requirement for industrial tape applications. A good PSA for high-performance tape applications should demonstrate excellent adhesion to both high- and low-surface-energy substrates, as well as high cohesion strength at room and high temperatures.
Table 3 compares the adhesion performance of RX-06963 and a typical solvent-based acrylic PSA for industrial tape applications. RX-06963 was coated at 2 mils thickness on the release paper and then laminated to a 2-mil PET film after the adhesive was cured at ~500 mJ/cm2(100 f/m with two 600 W/in H lamps). Unlike typical solvent-based acrylic PSA, RX-06963 shows excellent adhesion not only on high-surface-energy stainless steel (SS) but also on low-surface-energy polypropylene (PP). The solvent-based acrylic PSA typically exhibits a very good adhesion to high-surface-energy substrates, but only a marginal adhesion to low-surface-energy substrates. In addition, RX-06963 demonstrates high cohesion strength at both room and high temperatures when cured appropriately.
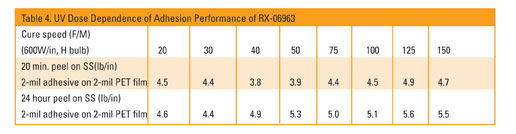
The strong dependence of adhesion performance on UV cure dosage is a main concern for many UV-PSA systems. The UV cure window is quite narrow for these systems, thus the adhesion properties are a function of the UV dosage or the cure speed. A higher UV dosage can generate more crosslinked networks in an adhesive and therefore lead to higher cohesion and lower tack. A lower UV dosage, on the other hand, can result in an adhesive with higher tack but lower cohesion. The adhesive, if under-cured, could continue to cure once exposed to UV light again and is not desirable for outdoor applications. If the adhesion performance is highly sensitive to the UV dosage, it is very difficult for manufacturers to make a high-quality product with consistent performance. A good UV-curable PSA system needs to have a wider curing window in which the adhesion performance will be relatively stable and can meet the product performance specifications consistently under real manufacture conditions.
In Table 4, the peel adhesion on stainless steel at a 2-mil-coat thickness is shown as a function of the cure speed. The cure dosage was inversely proportional to the cure speed when the lamp power was not changed. Though the cure speed increased from 20 f/m to 150 f/m, the peel adhesion of RX-06963 was relatively constant. In other words, the cure window is quite wide for RX-06963, and consistent adhesion properties can be achieved in a range of cure speeds. One possible explanation for such a wide UV cure window is that RX-06963 contains a very low level curable functional group, and those groups are quite close in distance to each other. As a result, those groups can quickly react to each other once exposed to UV radiation, and more exposure time or higher UV dosage will not lead to significantly higher crosslinking density, thus causing a large change in peel adhesion.
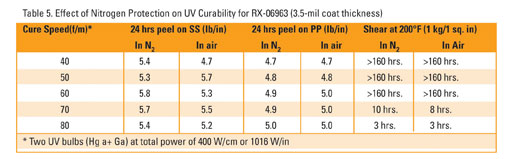
It is well known that oxygen in air can inhibit or significantly lower the UV cure reaction when a UV-curable system is based on free radical cure chemistry. The inhibition effect of oxygen can occur on the adhesive surface as well as in the adhesive bulk due to the absorbed oxygen in the adhesive. As a result, most UV-curable PSA systems may require a nitrogen chamber to provide an oxygen-free environment for curing process. Such nitrogen protection can eliminate the inhabitation effect on the adhesive surface cure, but it may not prevent the inhabitation impact of oxygen, which is already present in the adhesive bulk. This nitrogen protection requirement will increase not only the production cost but also the variables in product quality control. The best solution is to develop a new UV PSA system that will be less sensitive to oxygen.
The present UV-curable system, possibly due to its unique composition, was found to be less sensitive to oxygen and easily cured without nitrogen protection. Table 5 shows the adhesion properties of RX-06963 as a function of the cure speed under air and nitrogen protection. In this coating trial, we evaluated curing properties in a lower coating speed range from 40 to 80 f/min because of the thicker adhesive coating (3.5 mils) and lower lamp power (400 W/cm). At a given cure speed, the adhesive displayed similar adhesion peel on both high- and low-surface-energy substrates regardless of using nitrogen protection or not. The same conclusion can be made from the results of the high-temperature shear. At high cure speeds (70 and 80 f/m) or low UV dosages, both the adhesive samples, with or without nitrogen protection, did not cure enough and showed similarly low shear at 200
Conclusion
A new UV-curable PSA system shows several important improvements over previous systems thanks to its unique chemistry and morphology. This new UV PSA exhibits excellent UV curability from low coat weight to high coat weight without nitrogen protection. This consistent adhesive performance can be achieved over a relatively wide range of cure speeds or UV radiation dosages. By tailoring the formulation to specific customer needs, this new technology allows a range of adhesives to fit with different industrial applications.RX-6963 is an experimental PSA based on this new UV-curable system. The adhesive can easily be coated at warm melt temperature (120
