Bookbinding Adhesives

Photo courtesy of Henkel Group/Nordson Deutschland GmbH

Table 1. Common Bookbinding Industry Definitions
Certain bookbinding applications require a specific combination of adhesive strength, tack, drying speed and other properties. The number of possible substrates, coatings and end uses are seemingly limitless, considering that the final products include magazines, catalogs, brochures, and more. Bookbinding adhesives must be able to be applied in low-cost, high-speed processes, as well as be able to survive long-term storage conditions and repetitive stress.
Hundreds of bookbinding formulations are available on the market today, due to the significant demands placed on the adhesives. However, modern bookbinding adhesives come from only a few families: emulsion, hot-melt and reactive hot-melt. This article provides an introduction to the processes and adhesives that are used in this industry. Conventional formulations as well as innovative developments will be discussed. Important definitions used in the bookbinding industry are included in Table 1.
Bookbinding Adhesive Processes
Two major commercial bookbinding techniques are used today: traditional and perfect binding (or adhesive binding). Many variations exist for each of these techniques as well. Traditional binding is generally used on hardcover, or hardbound, books. However, perfect binding (developed originally for paperback books) is being used widely as more durable adhesives are being developed. In reality, perfect binding is one of many forms of adhesive binding.In perfect binding, adhesive alone is used to attach the pages of a book together and attach the book’s cover. If only one adhesive application is used to construct the book, it is called a “one-shot process.” When two adhesive applications are required, it is a “two-shot process.” In the latter process, the first application of adhesive binds the bases of the book together. This adhesive is sometimes referred to as “primer” glue. The second application of adhesive is used to attach the book’s cover to the book spine. This adhesive is referred to as the “cover” glue.
The one-shot perfect binding process involves the following steps.
- The signatures (a group of 16 or 32 double pages that are folded in the center) are gathered in proper sequence.
- The spine, or “backbone,” of the book receives a “grind” or “roughening” so that adhesive can penetrate into the paper.
- A coating of adhesive is applied to permanently bind the leaves together with the cover.
Paper selection is also crucial to the success of perfect binding. Modern paper stocks have more fillers and less grain and paper fiber, which means they need exceptional spine roughening. Aqueous coated stocks can also sometimes affect adhesion.
Perfect binding is growing in popularity across all types of books (paperbacks, magazines and journals, as well as traditional thick and thin hardbound books). It has become a well-mechanized process with specialty equipment. However, many in the industry still believe that perfect binding is an art, primarily because of the many factors contributing to success.
To be competitive, the multiple steps required in binding a book must occur inexpensively and at a very high speed. As a result, hot-melt adhesives have achieved a strong competitive position relative to adhesive emulsions, especially for long-run production jobs. Hot melts provide the bookmaker with the capability of running at least 30% faster. The operations of assembling the book sections, trimming the back, applying a hot-melt adhesive, fastening the cover, and trimming the remaining sides of the book generally must be completed in a time span of fewer than 10 seconds.
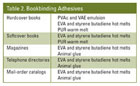
Table 2. Bookbinding Adhesives
Types of Bookbinding Adhesives
At one time, starch and animal glues were the dominant bookbinding adhesives. These have gradually been replaced by hot-melt and emulsion adhesives. However, lower-quality bindings (e.g., telephone books, mail-order catalogs, etc.) may still be bound with these earlier adhesive products. Table 2 provides a list of adhesive types commonly used in various bookmaking operations. Adhesives currently used in bookbinding fall into three categories: water-based emulsions, hot melts, and reactive hot melts (or “warm melts”).Modern-day bookbinding adhesives are often based on ethylene copolymers such as vinyl acetate ethylene (VAE) emulsions or ethylene vinyl acetate (EVA) hot melts. In both types, ethylene polymer segments in the molecule provides flexibility, while pendant ester (acetate) groups yield an amorphous and chemically functional polymer, which is needed for good adhesion. In reactive hot-melt adhesives, the base polymer is generally polyurethane; from this backbone, the adhesive realizes strength and flexibility.

Table 3. Starting Formulation for a Flexibilized PVAc Bookbinding Adhesive
Emulsion-Based Bookbinding Adhesives
Water-based emulsion adhesives are most often based on polyvinyl acetate (PVAc) homopolymers or vinyl acetate ethylene (VAE) copolymers. VAE adhesives are generally preferred, due to their inherent flexibility without external plasticizers. These water-based adhesives are most often used in the traditional binding processes, and are also used as a primer adhesive in two-shot perfect binding, especially when the cover glue is a hot-melt adhesive.With emulsion adhesives, the water carrier provides excellent penetration into the paper. The penetration provides the solid bond necessary to hold the book together. This generally results in superior flex and pull-strength characteristics, and makes cold-emulsion adhesives the most durable method of adhesive binding. As a result, emulsion adhesives are used in traditional binding, even though they provide a slower process than hot melts.
Emulsion adhesives cure to a semi-soft state, which allows the spine to be more flexible, unlike most hot-melt adhesives. Under extreme cold temperatures, emulsion adhesives do not crack. However, they do have relatively weak page-pull strength; that is, pages can be pulled out fairly easily.
PVAc emulsions have been used as bookbinding adhesives; without any plasticizer, however, they will become hard and brittle after time. Adding a plasticizer will soften the PVAc polymer and eliminate embrittlement. A typical PVAc adhesive formulation for bookbinding is provided in Table 3.
Externally plasticized homopolymers, such as PVAc, will generally provide considerably stronger bonds than internally plasticized copolymer. This is because the externally plasticized emulsion will harden as plasticizer migrates into the environment or paper stock during aging. This results in about a 100%-increase in pull-test values. Although this increase in strength becomes stabilized with time, the loss of plasticizer can be detrimental to other properties, such as flexibility and cold-temperature resistance.
Emulsion bookbinding adhesives can be difficult to apply, due to their low solids content and foaming characteristics. They can also yield inconsistent results when applied improperly. However, emulsion adhesives provide books that can lay flat. They are used mostly on telephone books and extremely porous stocks, in addition to most traditionally bound books.
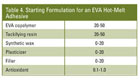
Table 4. Starting Formulation for an EVA Hot-Melt Adhesive
Hot-Melt Bookbinding Adhesives
The term “perfect binding” was created in 1911 to describe hot-melt adhesive application in the bookbinding process. At that time, hot melts attempted to overcome the disadvantages of emulsion adhesives while retaining the desirable characteristics of pull strength and flexibility. The driving force toward hot-melt adhesives was their high speed, minimal waste and relatively low cost.Hot-melt adhesives have advanced so much that the term “perfect binding” is now used to describe all adhesive binding, not just the hot-melt segment. Hot-melt bookbinding adhesives are most often based on ethylene vinyl acetate (EVA) copolymers. However, styrene block copolymers (SBCs) and polyurethanes are also gaining a strong stature in the marketplace.
In hot-melt bookbinding adhesives, flexibility is highly valued; many conventional hot-melt polymers are relatively rigid. Low-melt viscosity is also a requirement, since this is generally positively correlated with page pull strength. As a result, high-molecular-weight hot-melt polymers are generally used as a base polymer in adhesive formulations along with various plasticizers, waxes, antioxidants, and other modifiers.
Adhesive-application temperature is critical in this application because it directly affects how long the hot melt remains “open” during the manufacturing process. If the hot melt is not hot enough, open time will be too short and the book covers will not adhere properly. If it’s too hot, the adhesive’s viscosity will be too thin, creating excessive seepage and other problems.
Waxes are often used to reduce adhesive viscosity and blocking characteristics. Soft, high-melting microcrystalline waxes improve flexibility. Hard, high-melting microwaxes and synthetic waxes improve elevated temperature properties. Migrating plasticizers can be used to temporarily reduce an adhesive’s viscosity to an acceptable range. After aging, the plasticizer migrates into the paper and a tougher-than-normal adhesive remains as the binding.
Ethylene Vinyl Acetate
Hot-melt EVAs are made from a combination of solid thermoplastic copolymers, tackifying resins and waxes that function with the right viscosity when applied in bookbinding operations. EVA adhesives demonstrate strong adhesive properties but, most importantly, they set quickly, due to their hot-melt character.
After application, EVA adhesives rigidly bind pages together. Modern EVA formulations have page-pull strength and flex characteristics equal to emulsion adhesives. Modern EVA formulations are able to bind a wider range of paper stock than older formulations, and are no longer subject to as much chemical breakdown during the aging process. EVAs are versatile enough to be used on both traditional and adhesive bindings. For example, a “roundable” hot-melt adhesive can be used to create a rounded spine in a traditional binding.
EVAs are subject to cold crack when stored in very cold warehouses. However, some newer formulations, with appropriate plasticizers and modifiers, have good flexibility and are even appropriate for lay-flat adhesive binding jobs. Guides to formulating EVA hot-melt adhesives have been published.1 A typical starting-point formulation for an EVA hot-melt adhesive for bookbinding is shown in Table 4.

Table 5. Hot-Melt SBS Assembly Adhesives for Bookbinding
SBC hot-melt adhesives exhibit excellent bond strength to many different types of paper stock, including coated paper. Their network molecular structure allows them to exhibit a degree of physical crosslinking that provides high- and low-temperature resistance, creep resistance, and excellent flexibility. They also provide a very fast set due to their thermoplastic component.
SBC-based hot-melt adhesives often require the use of water-based primer to improve adhesion to the book spine. In this way, SBC-based hot-melt adhesives are often used in making rounded-spine-edition books. SBC-based adhesives have a good combination of low-cost, adhesion, physical properties, and processing characteristics.
One of the better SBCs for bookbinding has been found to be a radial block copolymer having a styrene content of about 35% by weight, tackifying resins, and at least one wax diluent. This waxy diluent is usually either a paraffin wax or a microcrystalline wax. A styrene-butadiene-styrene (SBS) hot-melt adhesive formulation for bookbinding is shown in Table 5.
Component Reactive Polyurethane Hot Melts
Reactive polyurethane hot-melt adhesives are relatively new to bookbinding. Originally developed in the 1980s for use on both furniture and automobiles, they are one of the strongest-binding adhesives available. Hot-melt polyurethane adhesives are solid prepolymers with a lower melting point than conventional hot-melt adhesives. The prepolymers are produced from solid polyols and isocyanate, and have a low number of free isocyanate groups. Several articles that include formulation details on reactive polyurethane hot-melt adhesives are available.2PUR hot melts are applied similarly to conventional hot melts but at lower temperatures (i.e., 120-150° rather than 170-180°). The adhesive sets quickly when it cools from the melt form to a solid, and at that point has reasonable strength. However, the adhesive will continue to develop strength due to a chemical reaction that occurs between the polyurethane and environmental moisture. Once cure is complete (generally in 24-48 hours), the bond is far superior to ordinary hot melts - by as much as twice the strength. Due to the crosslinking provided by the moisture reaction, PUR hot melts are also highly resistant to remelting, cold cracking and moisture.
The largest disadvantage of PUR hot melts, as might be expected, is that books should not be tested for strength until 24 hours after adhesive application. Also, the application equipment and adhesive formulations, relative to EVA products, are expensive.
To increase production speed, specially accelerated PUR hot melts have been developed. Generally, organometallic catalysts are used to accelerate cure, and complete cure can be realized within a few hours. Because of this, the bonded book pages can be tested after just a short time.
Polyurethane works well with all paper stocks, including synthetics and UV-coated stock. PUR hot-melt adhesives are more flexible than EVA adhesives, making them a popular choice for lay-flat adhesive bonding applications. Because of their low application temperature, PUR adhesives do not cause warpage of the substrate, and they can be applied in a uniform, thin coating. This helps prevent wavy spines and other problems that can be associated with higher-viscosity hot melts.

Table 6. Important Performance Properties of Books
Specifications and Requirements
Important performance properties of books include page-pull, lay-flat, page-flex, cold-crack, easy open and spine flexibility characteristics (see Table 6).For optimum performance, the adhesive must have excellent flexibility, toughness (without stiffness) and fatigue resistance. These properties must be maintained at an elevated temperature (60°) over long periods of time. In the bookbinding industry, the adhesive is generally used as a non-pressure-sensitive assembly adhesive. Tack is usually of less concern in the bookbinding industry than in other industries; in fact, tack is often not wanted, and a non-blocking agent will be included in the formulation.
In general, binderies will err on the side of strength, not flexibility, when making adhesive decisions. Since strength is so important, good binderies test all jobs as they are being run. The industry standard for page-pull strength is 2.5 lbs per liner inch.
Conclusion
Although bookbinding adhesives today are far superior to those used several decades ago, the bookbinding industry continues to demand increased performance from adhesive manufacturers. In particular, improvements are required in drying characteristics, bond strength, flexibility, shape retention, and versatility of both aqueous emulsion and hot-melt bookbinding adhesives.Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




