Bookbinding, Woodworking and Packaging Among Industries Reaping Benefits

Since hot melts are systems that consist of 100% solids, a transport agent for the sticky polymer does not have to be removed for setting, as is the case with water-based or solvent-based systems. Simple cooling is sufficient to achieve the necessary initial tack and bond strength; drying or solvent-recovery setups are not needed. Therefore, not only are maximum machine speeds faster than with many other adhesive systems, but initial investments are smaller, as well.
However, simply melting an adhesive to give it the ability to wet a surface creates some limitations. To achieve a viscosity acceptable for processing, the polymers used normally for hot melts are not as high in molecular weight as polymers in solvent- or water-based adhesives. As a result, the strength of a hot melt bond is generally poorer at high temperatures than that of other physically curing systems.
High temperatures during hot melt processing create thermal stress on the components of the adhesive and may cause damage to the adhesive in the worst case. New developments have recently tried to eliminate these inherent weaknesses of hot melt adhesive systems.
One objective was to formulate hot melts that allow a reduction in their operating temperature. In the paper and packaging field today, hot melts are offered that can be applied at temperatures between 120 deg C and 140 deg C, compared to the standard hot melts used before, which had to be applied at temperatures between 160 deg C and 180 deg C. By decreasing the application temperature, thermal stress on the adhesive is reduced.
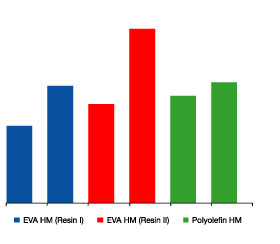
Raw materials are another target in decreasing the thermal weakness of hot melts. The more polar the structure of a raw material, the more likely an oxidative attack will occur. Currently, increasingly more hot melts are being launched that are based on non-polar polyolefins. These adhesives remain stable for a long time at their operating temperature, which not only keeps the viscosity of the melt stable [Fig. 1] but also prevents it from changing color. As these systems also have a slightly lower density than EVA-based adhesives, a savings in consumption can be achieved. At the same time, the improved adhesion range of these types allows them to bond to difficult surfaces.
However, the goal of better adhesion conflicts with the goal of fast setting speed. Usually, the adhesion and cohesion of hot melts are good enough to tear the substrate, but for difficult-to-bond substrates, this is not always possible. When a hot melt has a short setting time, it is not always able to wet the surface optimally.
Two Adhesives Working in Tandem
The graphics industry came up with a simple solution for the above problem. In some applications, for example in bookbinding, it is possible to apply two hot melts, one after the other. The first hot melt is specially optimized for adhesion, and its purpose is to wet and bond the paper edges so that the book or catalog has good durability. The second hot melt mates the cover to the pages and is responsible for the high production speed. Slower-setting hot melts are used for the former, and faster-setting ones for the latter since the bonding of the cover is far less difficult than the bonding of the paper edges. Both of the hot melt adhesives used in this system have to be coordinated to guarantee the desired high production speeds as well as the desired usability properties of the graphic article later on.
Two-shot systems can consist of different types of adhesives, too. A primer based on a dispersion adhesive can be used instead of the first hot melt adhesive. The hot melt adhesive applied afterwards is expected to stick safely to the dispersion film so that the durability and quality of the graphic product are guaranteed.

Reactive polyurethane systems (PURs) first appeared in the mid-'80s. Since then, these systems have reached such a high technical level that many applications cannot be imagined without them: wood bonding, bookbinding and the automobile industry are examples. PURs cure chemically by a reaction of their isocyanate (NCO)-containing prepolymers with humidity from the environment. However, depending on the amount of moisture available, it can take up to several days until the desired final strength is reached.
In furniture production, reactive PUR hot melts are used more and more. PUR hot melts bond solid wood, wood composites, aluminum and polyvinyl chloride (PVC) with veneer, decorative paper, continuous pressure laminate (CPL) and thermoplastic (e.g., polyolefin or PVC) films. Because of their properties, PUR hot melts are an optimum solution for edge banding and profile wrapping, especially for furniture exposed to extreme stress, e.g., in the kitchen, bathroom and lab.
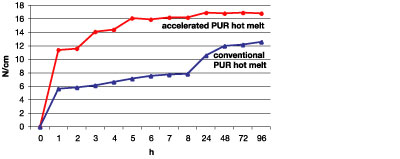
Compared to classic hot melts, PUR hot melts are characterized by considerable heat resistance, very good cold flexibility, excellent water and vapor resistance, and better solvent resistance. The superiority of PUR hot melts to EVA and polyolefin hot melts can also be seen in the roller peel test.

Polyurethane Hot Melts in Granular Form
The disadvantage of polyurethane hot melts, however, is their form. Until lately, PUR hot melts could only be delivered in blocks or drums, which meant that applying the adhesive required special melting devices and thus additional fixed-asset investment. With the development of polyurethane hot melts in granular form [Fig. 3, page 30], it is now possible to make the level of PUR quality available for almost every profile-wrapping and edge-banding machine on the market. Hence, there is no additional investment, no extra space needed for a melting unit, and no requirement to synchronize the edge and profile machines with the PUR melting device.There is another advantage to PUR granulates when using extruder technology. Not only can a change of adhesives be made fast and without cleaning the machines, but the melt rate also is faster than is the case for bulk-form PUR.
In addition to the NCO-containing reactive hot melts, other reactive systems have been developed, such as silane-containing hot melts that, like their NCO cousins, react with ambient humidity to form high-molecular-weight adhesives. Yet another type of reactive hot melt is based on acrylates reacting with UV light. These systems have recently been used for pressure sensitive tape and label production.

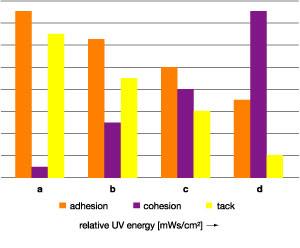
To meet the requirements for heat-resistant tapes and labels, UV-reactive hot melts have been developed. These systems are applied at relatively low temperatures and then irradiated with high-intensity UV light to crosslink the prepolymers. By varying the intensity of UV radiation, different adhesion and cohesion properties can be achieved. Thus, for the first time, it is now possible to manufacture different finished products with the same coating by simple adjustment of the processing parameters [Fig. 4]. Some of systems are so low in viscosity that they can be used in the printing process in the graphics industry. With such systems, adhesives can be applied like printing inks and then cured with UV energy to produce the special, permanent tacky properties that are typical for pressure sensitive adhesives.

Dual-Cure Systems Forecast
One future trend that can be foreseen today is dual-cure systems. These could be reactive polyurethane adhesives that additionally contain groups that make UV cross-linkage possible. If such systems are used for perfect binding, the book blocks would pass over a UV lamp directly after the application of the adhesive to the spine, and a cross-linkage of the UV-reactive groups would take place within seconds. Such a high immediate strength of the adhesive film would be achieved that in-line rounding of the book blocks becomes possible [Fig. 5]. Thus, the bonded books could be cased-in immediately after the rounder. Final strength is achieved by the moisture reaction, which is usually finished after six to 16 hours.
Another beneficial development is water-swellable hot melts [Fig. 7]. These hot melts are used for the construction of communication cables. Besides their bonding function, they also seal the cables to protect them from water penetration. When they come into contact with humidity, the hot melts swell rapidly and seal the cable construction lengthwise against penetration of water.
The increasing number of environmental laws drives many current developments in the industry. The reuse and recycling of material is common today to save resources. However, adhesives that are normally not recycled because of their small amount in individual products have to be designed for reuse and recycling of primary material without problems.
Designed Properties Aid Recycling
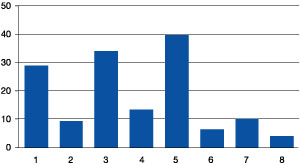
An example is the reuse and recycling of polyethylene terephthalate (PET) bottles so widely practiced in Europe. Hot melts used for labeling [Fig. 8] such bottles have to contribute to trouble-free reuse or recycling processes. Water-soluble hot melts are preferred, as there is a cleaning process before reusing or recycling PET bottles.
Adhesive properties are also important for the paper-recycling process. These adhesives are expected to be removable from the paper-recycling process early and completely, if possible. Hot melts used in the paper, packaging and graphic industries fulfill these requirements well, as they are normally made from hydrophobic polymers and do not break into tiny, non-sortable pieces in the aqueous environment of paper recycling. Special developments of particularly cohesive films make the separation and thus the recycling of paper products easier [Fig. 9].

If we look at the development of hot melts during recent years, it can be seen that a continuous-improvement process is taking place. In addition to the improvement of bonding - the adhesion/cohesion balance - additional benefits were achieved by system solutions using hot melts, such as we noted for water-swellable hot melts. Constant development of hot melts is also done in response to environmental laws, e.g., regarding recycling. In the future, hot melt adhesives will be in strong demand because they are generally suitable for most recycling processes of primary materials.
Acknowledgement is made to Bill Leach, Henkel Adhesives, for his support.
For additional information on the adhesives discussed in this article, contact Henkel KGaA; phone +0049-211-797-7968; fax +0049-211-798-8798; e-mail Hermann.onusseit@henkel.com; or visit the Web site www.industrial-adhesives.com/ Or Circle No. 256.
Links
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




