

Traditional polyurethane reactive hot-melt (RHM) adhesives make use of blends of polyester, polyether and, in rare cases, conventional petroleum-based polycarbonate polyols. Although polyesters and polyethers contribute properties to RHM adhesives such as good workability and rapidly building strength, polyesters have poor hydrolytic stability and polyethers are prone to oxidation under UV light. Conventional petroleum-based polycarbonates have excellent performance properties in these areas but come at a much greater cost, making them suitable only for specialty applications.
Due to their high carbon dioxide (CO2) content, polypropylene carbonate polyols are a sustainable and cost-effective option with performance properties that exceed those of conventional polyols in polyurethane RHM systems. CO2-based polyols are formed by the copolymerization of epoxides and CO2. This results in aliphatic polycarbonate structures, the most common of which are polypropylene carbonate (PPC; from propylene oxide, PO), and polyethylene carbonate (PEC; from ethylene oxide, EO). The degree of CO2 incorporation is controlled primarily by the reaction catalyst, where perfectly alternating material has the highest CO2 content (43 wt% for PPC, 50 wt% for PEC).
The technology to perform this copolymerization has been around since the early 1970s. The development of new catalyst and production processes has resulted in the availability of commercial high-molecular-weight specialty materials since the mid 1990s. However, low-molecular-weight CO2-based polyols are a new development made possible by key advances in catalyst technology.
Control of other reaction parameters can give CO2-based polyols with a wide range of molecular weights and functionalities. The technology can even be used to make block copolymers.
RHM Adhesives
RHM adhesives are polyurethane systems with terminal isocyanate end groups. Solid at room temperature, these adhesives require heating to 110-140°C prior to application. Initial strength is achieved quickly as the adhesive cools and hardens, while moisture curing over the next several days leads to full strength. Typical formulations consist of a diisocyanate (commonly MDI), a crystalline polyol (typically with a melting point of approximately 50-70°C) and an amorphous polyol, as well as moisture curing catalysts and other additives.
Polyester polyols are often chosen for the crystalline component of RHM formulations, and polyether polyols may be selected for the amorphous component. This combination of material properties leads to the good workability of the molten adhesive, as well as the rapid build of initial strength.
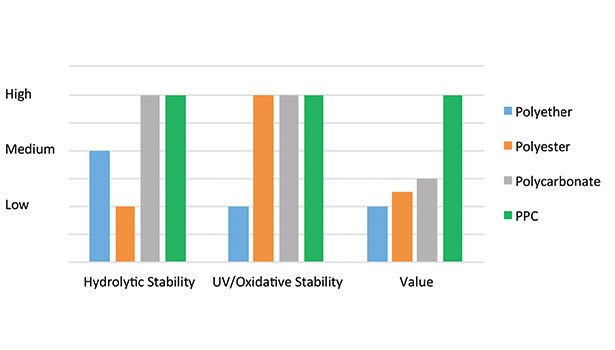
Both classes of materials have drawbacks, however, particularly in stability under harsh environmental conditions. Polyesters are prone to poor hydrolytic stability, while polyethers are vulnerable to oxidation under UV light (see Figure 1). Conventional petroleum-based polycarbonate polyols offer many performance advantages, including high hydrolytic and oxidative stability; however, the high price point makes them prohibitive for all but the most demanding specialty applications. If the value of a particular class of polyols is considered as a function of both performance and cost, the value of CO2-based PPC surpasses all other polyol classes in RHM applications.
Sustainability
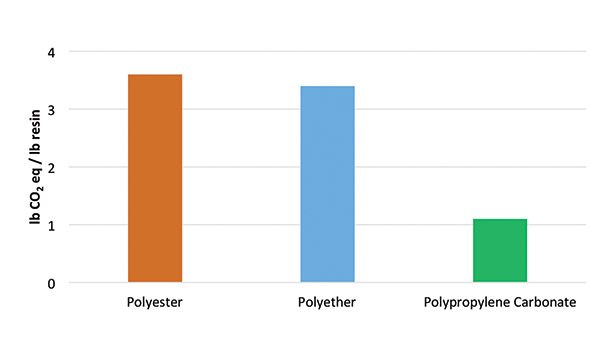
The demand for raw materials sourced from renewable feedstocks has risen steeply in the last decade. Many sustainable materials are derived from plant sources (e.g., bio-based acids and diols, natural oil polyols, etc.). CO2-based polyols do not rely on agricultural processes, but rather use CO2from industrial waste (waste CO2emissions from fermentation or chemical processes), contributing up to 50% of the polymer mass. This process results in a polyol production process with a carbon footprint reduction of up to 65% compared to traditional polyols (see Figure 2). Although sustainability is an important feature for generating interest in a new product, the market still demands a product that meets or exceeds performance and cost standards.
Performance
Performance in a given application is arguably the most important feature of any new product. CO2-based polyols with the highest CO2incorporation have 100% polycarbonate linkages, which add substantial rigidity to the polymer backbone. Molecular weight can be carefully controlled, with narrow polydispersity indexes (PDIs) of < 1.1.
Diols with a perfect functionality of 2.0, triols with a perfect functionality of 3.0, and even higher functionality polyols can be prepared. These materials are viscous liquids or amorphous solids at room temperature, and are easily processable at elevated temperatures of 50-100°C. They can be incorporated into traditional polyether and polyester polyurethane formulations.
When reacted with MDI and a crystalline polyol (typically HDO/adipate polyester), PPC imparts improved adhesive strength compared to RHM adhesives prepared with conventional polyesters and petroleum-based polycarbonates. Cured RHM adhesive made from PPC and polyester also has a significantly higher Shore D hardness compared to polyester/polyester RHMs.
Green Strength
PPC-based RHM adhesives feature a high initial strength (green strength) reaching > 450 psi within 60 minutes. Adhesives with high green strength enable faster manufacturing line speeds by reducing the time that parts need to be clamped together, which allows for quicker assembly and increased productivity.
Green strength is due to the inherent physical strength of the adhesive raw materials once the adhesive has cooled to room temperature, while moisture-curing over days or weeks leads to a very high final strength polyurethane material. RHM adhesives made with PPC show remarkable green strength, far exceeding that of conventional polyester/polyether systems (see Figure 3).
Tensile Strength
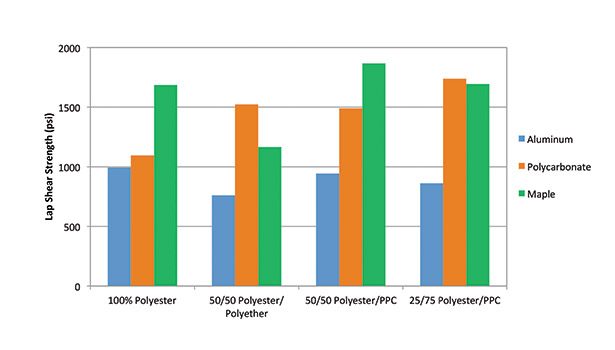
The bond strength (lap shear strength) of cured RHM adhesive made from PPC and polyester is very strong, with substrate failure occurring in many cases. Materials such as metals and certain plastics can be difficult to bond. RHM adhesives made with PPC show improved adhesion on aluminum, maple and thermoplastic polycarbonate compared to those made with a polyester/polyether blend or polyester alone (see Figure 4).
Tensile strength is a key performance property of any adhesive. RHM adhesives composed of PPC polyols have both high tensile strength on notoriously difficult substrates, such as aluminum, and they also have high green strength. These observed product improvements will have a noticeable impact on end-use customers, who can depend on rapid line speeds and exceptionally strong final bonds.
Environmental Resistance
After adhesive application, many joints encounter harsh conditions, such as exposure to high temperatures and elevated humidity, extreme weather, UV exposure, laundering, and/or chemical exposure. While polyester polyols typically perform well in most other categories, they exhibit poor stability in extreme conditions.
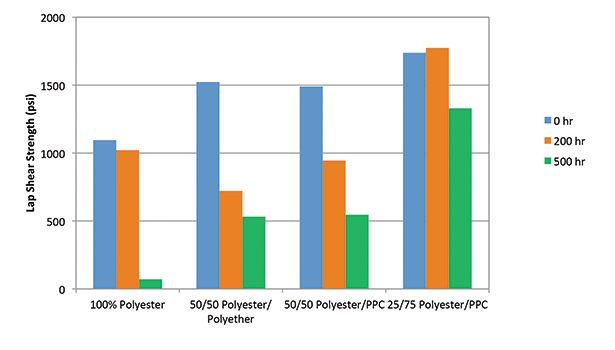
An experiment simulating accelerated wet aging (adhered polycarbonate pieces submerged in H2O at 80°C) showed that adhesive made with a 50/50 polyester/PPC blend had roughly the same retention of tensile strength after three weeks as a 50/50 polyester/polyether adhesive (see Figure 5). Both were substantially better than 100% polyester. Increasing the amount of PPC to 75% improved the hydrolysis resistance to > 70% retention of strength after three weeks submerged at 80°C.
Conventional petroleum-based polycarbonate polyols have high resistance to moisture, heat and chemicals, but their high price point makes them suitable only for select high-end markets. PPC polyols share these high stability features inherent in the polycarbonate backbone, but the pricing can be significantly more attractive to end users because they are manufactured from commodity feedstocks (CO2 and EO/PO).
Cost
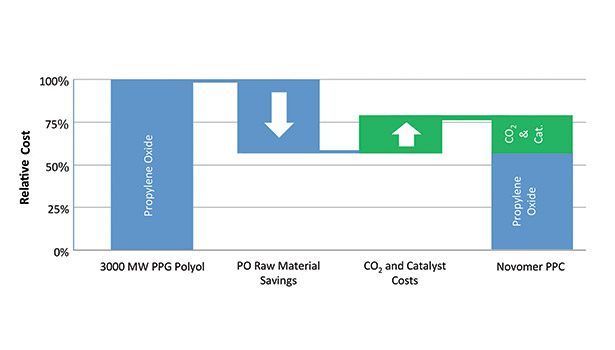
The low cost of CO2 feedstock has made CO2-based polyols of commercial interest for some time. Compared to PPG (PO homopolymer), PPC (CO2/PO copolymer) results in more than 40% savings in PO raw materials (see Figure 6). Although CO2 and catalyst raw materials reduce some of these savings, poor catalyst efficiencies have made the manufacturing process prohibitive until recently. Advances in new catalyst technology have dramatically improved productivities, which have been proven at a semi-commercial scale and promise a cost-competitive process at large-scale commercial production.
A Viable Option
The introduction of new CO2-based polypropylene carbonate polyols has been well received in a number of polyurethane applications, particularly in RHM adhesives. Through the incorporation of high percentages of a low-cost CO2 feedstock, PPC polyols are uniquely positioned as a sustainable, competitively priced option with performance properties exceeding those of conventional polyols in polyurethane RHM adhesives.
For more information, contact the author at acherian@novomer.com or visit www.novomer.com.


