Paste Dot Adhesives For Bonding Nonwovens

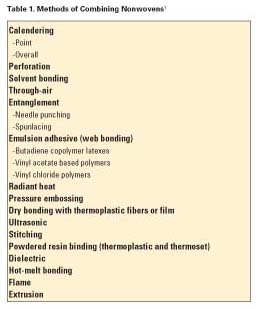
Interfiber adhesion is created by mechanical, chemical, thermal or solvent means, or by various combinations of these processes. Table 1 shows some of the methods that can be used for combining nonwovens.
The use of nonwovens continues to grow at a rate of 5-6% per year.1 Primary applications for nonwoven products include clothing, automotive, filtration, geotextiles, roofing, hygiene and home textiles. Key factors in the popularity of these fabrics are their versatility and ability to be combined with a range of materials to produce hybrid materials.
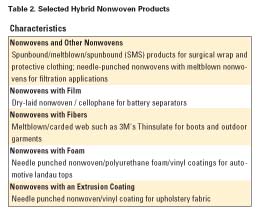
Once a nonwoven textile is produced, it generally must be bonded to itself or to another substrate. For example, nonwovens are bonded to cloth, leather and other films for garments. Possible combinations and final product properties vary greatly and span many industries. Table 2 summarizes some of the innovative hybrid combinations that can be produced by these methods.
Adhesives or binders used in the manufacture of nonwovens have been described in a previous SpecialChem article.2 In the manufacture of nonwoven products, the adhesive (or binder) plays a critical role in determining the final fabric properties. The location of the binder, its concentration and its adhesive qualities are all important contributors to the mechanical performance of the nonwoven product. The adhesive may be added to the web after it is manufactured or integrated into the web in the form of thermoplastic fibers.
This article will focus on the use of paste dot for the bonding of nonwovens to themselves and other substrates. This bonding process is generally referred to as paste-dot process, since the adhesive is applied in the form of dots that can later be laminated with all types of textile materials under the influence of heat and pressure. For the bonding of nonwoven fabric to itself or to other materials, a paste-like thermoplastic adhesive dispersion in water is usually used. These powders are generally dispersed in water and can be conveniently applied by a variety of processes in a predetermined pattern and density. Once applied, the paste dots can be laminated with textile materials under the influence of heat and pressure.
A powder-dot process also exists wherein the substrate is heated with a heated roller and pressed against an engraved roller, which contains a thermoplastic powder. The engraved roller transfers the powder in a specific pattern onto the substrate. The paste-dot coating system is generally considered to be a more flexible system than the powder-dot system. It also provides minimum penetration, or strike-through, and greater control in evenness of length and width of application. The paste-dot process lends itself to greater precision in the weight and shape of the dot, as well as the dot pattern.
A number of common applications exist for paste-dot coatings. Though they can be applied to all sorts of textile products, nonwovens will be the focus of this article. The paste-dot system is most effective when working with lightweight substrates such as nonwoven interlinings, which have a low tolerance to high temperatures. These end uses include the following.
-
Fusible interlinings for woven, knitted and nonwoven fabrics
Fusible dot coatings on breathable membranes, such as Gore-Tex, Sympatexor Helsapor - Print bonding on nonwovens
- Anti-slip properties for automotive fabrics, tablecloths, etc.
The paste-dot adhesive dispersion can be formulated to meet a variety of applications, substrates or property requirements. The base polymer is generally a low-VOC polymer such as a copolyamide or copolyester. The formulation can usually be done with a range of additives, such as plasticizers, thickeners and dispersing agents. This latitude in formulation can provide adhesives that have excellent bonding characteristics to hydrophobic substrates, good resistance to strike through and low-temperature fusing capabilities.
The Paste-Dot Bonding Process
The principle of the paste-dot process is that thermofusible pastes are applied directly onto the substrate with a rotary coater. The paste is pumped into a rotary screen and applied with a squeegee to the substrate. The treated substrate is then led through a drying tunnel to remove the water and any other volatile products.The obvious advantage of using thermoplastic powders as adhesives is that true spot bonding can be achieved. By selection of particle size and application means, it is possible to deposit discrete islands of binder, which will have the minimum restrictive effect on fiber mobility. As a consequence, fabrics with good strength and very soft handle can be manufactured. In this form of bonding, much of the adhesion is due to mechanical interlocking of fibers rather than chemical bonding.
There are many processes by which paste dot adhesive can be applied. Rotary screen printing is a popular one; it has surpassed dry powder processes and ranks first among powder applications with about 60% of total volume.
In the rotary screen printing process, an aqueous suspension of finely divided thermoplastic powder adhesives and additives (the paste) is pressed through the holes of a rotating, perforated cylinder (the screen stencil) onto a cold web of fabric. This procedure is gentle to the substrates, and the range of options for formulating the paste gives the user flexibility in the application procedure. The rotary screen printing process is characterized by high and economical coating rates of 30-60 m/min. In certain cases, rates of up to 90 m/min can be achieved.
The aqueous adhesive dispersion is pumped through a hollow doctor blade into the interior of the rotating screen stencil. The viscosity of the paste can be adjusted to allow stencils of either coarse or fine screens to be used, depending on the application and type of fabric. The internal adjustable doctor blade presses the paste through the holes of the stencil and onto the web of fabric, which runs over a counter roller coated with hard or soft rubber. The paste dots are then dried, and either circulating air or infrared radiations are then used to sinter the textile web.
Several manufacturers specialize in this type of applicator. Schaetti AG, Switzerland supplies complete coating and laminating systems based on thermofusible adhesives. Their equipment can be used to apply paste dots, but may also be designed for other processes, such as powder-dot, double-dot and scatter coating (see Table 3).
Formulation
Base resins in paste-dot adhesive can be almost any thermoplastic. Frequently, polyamide or polyester copolymers are used for garment applications where wash-and-wear properties are required. Even dispersions of polyethylene in paraffin waxes are used to provide good flow properties and low melting points. Other candidates include copolymers of ethylene with either acrylic acid or vinyl acetate.The melting point of the paste-dot adhesive is a significant parameter in this bonding process, and depends on the type, heat resistance, and ruggedness of the substrates. The base thermoplastics that are used in paste-dot systems can have a variety of melting points. Additives can assist in further adjustments of the paste dots' melting point.
The paste serves two purposes: it functions as a carrier for the thermoplastic and it can alter the melting range.
The primary components of a paste-dot adhesive are the thermoplastic powder and the water matrix. Water is an inexpensive carrier that emits no VOCs. The boiling point of water is generally close to the melting point of most hot-melt powders. Additives, other than the water, that change the character of the paste dot include the following.
- Thickeners
- Dispersing and wetting agents
- Plasticizers
- Processing aids (running conditioners)
- Solvents and other viscosity-influencing substances
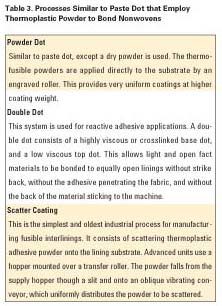
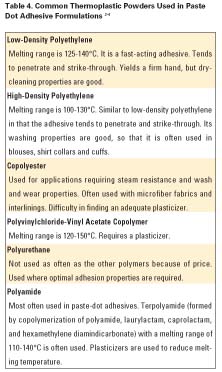
Table 4 shows the various hot-melt thermoplastics that can be used in formulating paste-dot adhesives. Paste-dot powders are generally ground to less than a 0-80 micron range, although slightly coarser powders can be used for special applications. The various types of thermoplastics have different melting points, and blends are used as well for even greater variation and range in melting point and melt viscosity.
Thickeners
Thickeners are used for controlling the pastes' viscosity during application, and reducing the tendency of the powder to separate from the water matrix. Thickeners are generally high-molecular-weight polymers that become water-swollen gels. Most thickeners provide thixotropic characteristics so that the viscosity is shear-rate dependent.
Common thickeners used in paste-dot formulation include acrylates, cellulosic derivatives (cellulose esters), polyurethanes and mineral systems such as silicates. The characteristics of these thickeners are summarized in Table 5. Thixotropy, or the dependence of viscosity on shear rate, is an important characteristic for paste-dot adhesives. The paste viscosity must be low enough to easily exit the screen holes on application, but must increase immediately after exit to avoid excessive penetration of the substrate or "strike-through." The shear rate depends not only on running speed, but also on the size of the blade and its angle to the print screen.
Dispersing agents ensure that powder is uniformly distributed in the water. Ethoxylated fatty alcohols are preferred for their low-fogging properties. Those with 3-5 units of ethyleneoxide also disperse hydrophobic powders. The salts of stearic acid and palmitic acid also are recommended.3
Wetting agents are used to provide better wetting of hydrophobic surfaces and improve adhesion. Reduction of surface tension will result in saturation of hydrophobic substrate fibers and improved adhesion. One commonly used wetting agent in paste-dot adhesives is ethoxylated polysiloxane. This is generally used at a concentration of 0.5-1.0% by weight.
Plasticizers
Plasticizers are used to reduce the melt temperature and melt viscosity of the paste-dot adhesive, and improve the adhesive strength of the joint. Only amorphous polymers, such as polyamides, are easy to plasticize. Polyesters, which have medium crystallinity, are difficult to plasticize; highly crystalline polymers, such as polyethylene, cannot be plasticized.
Both solid and liquid plasticizers are used in paste-dot adhesive formulations. Plasticizers should have low diffusion rates if they are being used to improve joint adhesion (flexibility of the base polymer). The rate of plasticizer diffusion out of the paste-dot formulation is less important if only melt temperature and viscosity are of primary concern.
Para-toluenesulfonamide, a solid plasticizer with a melt point of about 140°C, is often used with polyamide hot-melt powders. These plasticizers tend to have very low diffusion rates. Other suitable plasticizers for polyamides include dicyandiamide, urea, hydroxybenzoic acid (either substituted or non-substituted) and phenoldicarbonic acids. Dioctylphthalate can be used as a plasticizer for polyamide or polyesters, however it tends to diffuse out of the coating.

Processing aids, or running conditioners, are used to prevent clogging of the screen after the paste-dot-coating line has run for a while. They also help to control dot geometry and precision. A solution of high-molecular-weight polyethylene oxide (1% in water) is generally used, and will reduce drying speed, keeping the paste moist during coating.
Several viscosity grades of polyethylene oxide are useful for paste-dot application. High-viscosity grades are used for screens with large holes, and lower viscosity grades are used for screens with small holes. The preparation of polyethylene oxide for addition to the paste-dot formulation is somewhat tricky and described in Reference 3.
Other Additives
Various auxiliary agents may be used as additives in paste formulation for specific properties, such as the following.
- Anti-blocking agents: Used to reduce adhesion.
- Antioxidants: Not used in paste-dot formulation, but generally added to thermoplastic formulation to prevent thermal degradation.
- Antistatic agents: Organic quaternary phosphate compounds or specific organic sulphates are commonly used.
- Antifoaming agents: Generally a non-silicone antifoaming agent is used.
- Lubricants: Used as a processing agent to control speed through the screen. The lubricant prevents particle buildup on the surface of the screen and machine parts.
- Solvents: Not typically used because of environmental regulations and potential to cause clogging.

Paste Production
Table 6 shows the typical paste formulations for a polyamide-based and a polyester-based paste-dot adhesive. Optimal paste viscosity will depend on the screen being used in the coating process. A viscosity of 3000-8000 mPa-s is recommended for low-mesh screens. High-mesh screens require lower viscosities (1500-3000 mPa-s).The paste should be prepared by adding dispersing agents and anti-foaming agents to the water while stirring at 500 rpm. Stirring is then continued at the same speed while adding the adhesive powder. Plasticizers and wetting agents are added while stirring continues. Thickeners are then added in portions until the desired viscosity is achieved. The stirring speed is reduced to less than 500 rpm, and finally the polyethylene oxide is incorporated into the formulation. Stirring is continued for 30 mins or until the paste is homogeneous.
For more information, visit www.specialchem.com.
References
1. Mansfield, R.G. "Combining Nonwovens by Lamination and Other Methods," Textile World, January 2003.2. White, C. "Benefits of Latex Binders for Nonwoven Webs," SpecialChem4Adhesives, April 17, 2002.
3. Simon, U. "Formulating and Applying Pastedot Adhesives of Optimum Performance," Adhesives Age, August 1998.
4. Schmits, J. "Water-Based Systems for Paste Dot Coating," Journal of Coated Fabrics, January 1993.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!








