Hydrogenated Styrenic Block Copolymer Offers Benefits for PSAs

KRATON Polymers pioneered styrene block copolymer (SBC) technology in the 1960s and has since been leading innovative developments in the field of SBCs. They are constructed using anionic polymerization that allows a high degree of precision in engineering molecular architectures1. As a result, new structures have been continually developed that show unique properties in applications such as adhesives, sealants, coatings and films2.
The focus of this article is on the potential of a novel hydrogenated KRATON polymer, called KRATON GRP-6924, for pressure sensitive adhesives (PSAs) in tapes and labels. Application of this new polymer in adhesive formulations for nonwovens has been presented previously3.
Features and Benefits
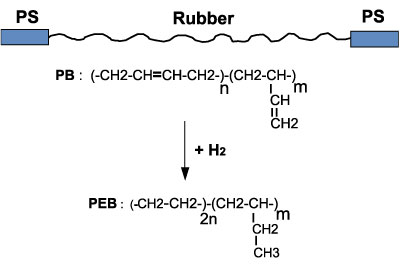
Styrene block copolymers are thermoplastic and elastomeric materials, which typically have a triblock structure: polystyrene blocks on both ends of a rubber mid-block. The rubber mid-block is typically a polydiene, either polybutadiene or polyisoprene, resulting in the well-known families of KRATON D grades, namely SBS and SIS polymers, or un-hydrogenated styrenic block copolymers (USBC).To improve the thermo-oxidative and UV stability, the diene is hydrogenated, creating the hydrogenated styrene block copolymers (HSBC), well known as KRATON G polymers. Figure 1 shows the simplified structure of the block copolymer before and after hydrogenation.
These polymers consist of an ethylene-butylene (EB) rubber phase with separated styrene domains. The EB rubber is essentially a random copolymer of ethylene and 1-butene obtained by hydrogenation of the polybutadiene 1,4 and 1,2 precursors. The final molecule is a styrene-ethylene-butylene-styrene block copolymer (SEBS).
Hydrogenation of common SBS copolymers results in a predominantly PE mid-block that crystallizes. In SEBS, the 1-butene content is controlled at an appropriate level to make the EB rubber mid-block amorphous and rubbery4. SEBS shows excellent weatherability, thermal stability and high tensile strength, as well as the characteristics of a non-polar olefin mid-block.
Because of the olefin nature of the rubber mid-block (solubility parameter of 7.9 cal/cm3)1,2, HSBCs have a different compatibility with formulation ingredients than the SIS and SBS (solubility parameter of respectively 8.1 and 8.4 cal/cm3)1,2. This allows the use of more stable hydrogenated formulating ingredients, providing systems of overall high stability, transparency and clarity.
Novel KRATON G Block Copolymer
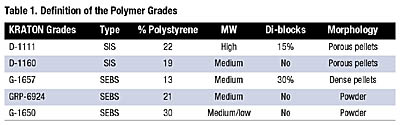
A range of USBCs and HSBCs are available from KRATON Polymers, each providing specific features for adhesive formulation, i.e., PSA with aggressive adhesion on low-energy surfaces, PSA with high cohesion in hygiene applications or PSA for packaging tapes for corrugated cardboard.Table 1 shows the polymer characteristics of SIS and SEBS that will be presented in this article. These polymers vary in polystyrene content, triblock-diblock ratios and molecular weight. The versatility of polymer structures gives the adhesive formulator flexibility to achieve required formulation properties, including cohesive strength, elastic modulus and hot melt viscosity.
Among the KRATON polymers presented in Table 1, KRATON GRP-6924 exhibits both medium molecular weight and medium polystyrene (PS) content. This PS content (21%) is typical of several SIS grades but not common in the KRATON G grade range. Formulations based on KRATON GRP-6924 achieved low hot melt viscosity, which will be discussed later in this article.
Two SEBS grades developed for PSA applications have been used as comparative polymers against KRATON GRP-6924. KRATON G-1657 polymer was developed previously for weather-resistant PSA compositions possessing good tack and reduced hot melt viscosity5. KRATON G-1650 polymer found wide usage in nonwovens in PSA formulations6.
The EB mid-block is fully hydrogenated and has an excellent compatibility with hydrogenated hydrocarbon resins. Two types of resins have been selected: fully and partially hydrogenated aromatic hydrocarbon resins (respectively Regalite R-1090, S-1100 and S-5100 from Eastman Chemical Co.). The plasticizer is a paraffinic oil (Primol 352 from Esso ExxonMobil).
For the SIS grades, two non-hydrogenated C5 aliphatic hydrocarbon resins were used (Piccotac 1094 and 1095 from Eastman). The plasticizer is a naphthenic oil (Edelex 956N from Shell Chemical Co.). The antioxidant is Irganox 1010 from Ciba Specialty Chemicals.
The formulation ingredients were compounded in a Z-blade mixer at 165 degrees C for SIS and 180 degrees C for SEBS. Mixing time was about 30 minutes for all formulations except those based on KRATON D-1111. KRATON GRP-6924, because of its low viscosity and powder morphology, was easily and quickly processed. The sequence of ingredient addition was as follows:
1. The hydrocarbon resin plus the antioxidant,
2. The polymer,
3. The plasticizer.
Thereafter, the formulations were poured in solvent and the solutions coated at 28 g/m2 on Mylar (PET). The adhesive films were laminated against a protective siliconized paper and stored for 24 hours at 50 percent relative humidity and 23 degrees C in a conditioned room prior to testing.
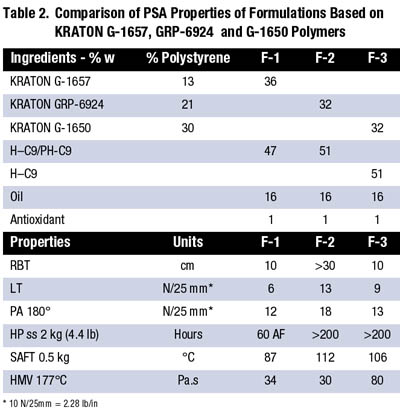
The KRATON GRP-6924 Formulation F-2 in Table 2 shows a good balance of adhesive properties, tack, adhesion, cohesion, service temperature (SAFT) and, lastly, an attractive low hot melt viscosity. In comparison, the KRATON G-1657 Formulation F-1 shows lower cohesion and service temperature for almost the same low hot melt viscosity as the KRATON GRP-6924 formulation. The KRATON G-1650 Formulation F-3 gives acceptable adhesive properties but a much higher hot melt viscosity than the KRATON GRP-6924 formulation and also a slightly lower service temperature.
Because of its inherent low hot melt characteristics, KRATON GRP-6924 can be compounded in more-concentrated polymer formulations while maintaining workable hot melt viscosity.
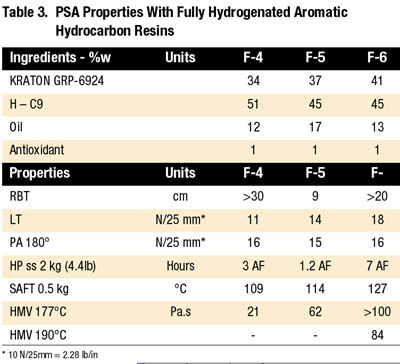
Table 3 evaluates the PSA properties of KRATON GRP-6924 polymer compounded with fully hydrogenated aromatic hydrocarbon resins (H-C9). The data show that when the polymer content increases from 34 percent (F-4) to 41 percent (F-6), the service temperature increases significantly to very elevated values up to 127 degrees C. In parallel, the hot melt viscosity increases as well. However, as shown in Formulation F-6, by increasing the test temperature to 190 degrees C, a lower hot melt viscosity, as expected, is measured. SEBS, because of its hydrogenated structure in the mid-block, can easily withstand these temperatures without degradation.
With fully hydrogenated aromatic hydrocarbon resins, the holding power values are constantly low because the bond between the adhesive and the substrate breaks quickly following an adhesion failure mode. There is, therefore, clearly a lack of adhesion. The tack and peel adhesion properties are close to each other for all the formulations.
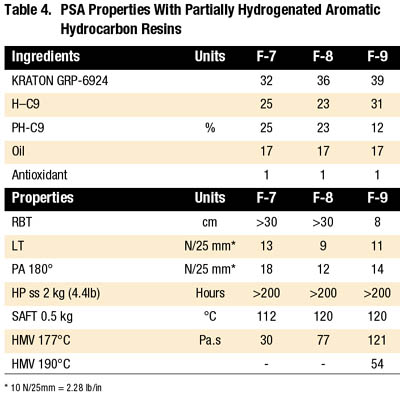
The cohesion, as measured by the holding power on stainless steel, is significantly increased by replacing part of the fully hydrogenated hydrocarbon resin with a partially hydrogenated hydrocarbon resin (PH-C9). Indeed, in Table 4, all the formulations in F-7 to F-9 display very high holding power values. It is believed that the polarity brought by the partially hydrogenated hydrocarbon resins — the aromatic part — contributes to the adhesion on the substrate.
All formulations show a nice balance of tack, adhesion, high cohesion, elevated SAFT and hot melt viscosity. Here, too, Formulation F-9 has a high hot melt viscosity of 121 Pa.s at 177 degrees C but a good, processable viscosity of 54 Pa.s at 190 degrees C.
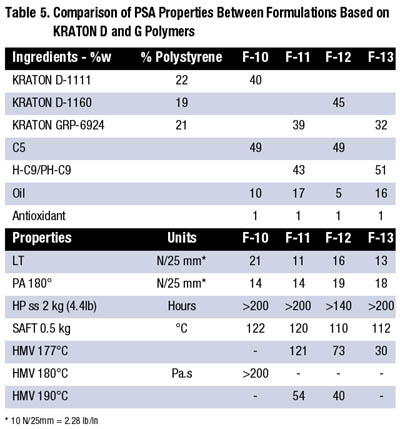
Table 5 compares the properties of SIS-based vs. SEBS-based formulations. To achieve an elevated SAFT with SIS, the percent polystyrene content in SIS needs to be high, similar to KRATON D-1111 in Formulation F-10. However, the elevated molecular weight of this polymer generates a very elevated hot melt viscosity. Comparatively, the KRATON GRP-6924 Formulation F-11 achieves the same adhesive properties but with a much lower and workable hot melt viscosity. KRATON D-1111 is recommended for solvent-based applications.
SEBS Formulation F-13 has close PSA properties to SIS KRATON D-1160 packaging-tape Formulation F-12, even with less than half the hot melt viscosity (partly because of a lower polymer content).
It should be noted that SIS formulations give higher loop-tack values than SEBS formulations, although the rolling-ball tack values are similar.
These SEBS formulations show good PSA properties, close to those obtained with SIS formulations. However, because SEBS has excellent thermo-oxidative resistance, a PSA could therefore be developed for applications where thermal resistance is required for a short or long period of time.
When formulated with UV absorber or hindered-amine light stabilizer (HALS) additives (Tinuvin grades from Ciba Specialty Chemicals) and hydrogenated hydrocarbon resins, weather-resistant PSA compositions can be made.
Hot Melt Viscosity
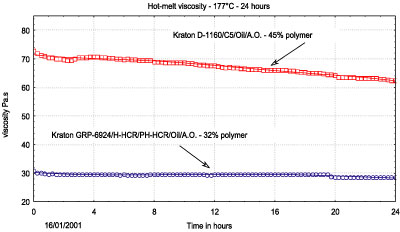
Hot Melt Viscosity of SEBS-vs. SIS-Based FormulationsSEBS formulations are much more stable than SIS formulations because the EB mid-block is fully saturated and therefore provides excellent resistance against thermal degradation. This can be seen in Graphic 1 where two hot melt formulations are compared for their thermal stability at 177 degrees C for 24 hours.
The viscosity of the KRATON D-1160 formulation decreases slowly on aging because the formulation ingredients contain all unsaturated double bonds in the carbon chain and are thermally degraded. As a consequence, the molecules are broken into smaller species. It is well known that SIS polymers degrade following a chain scission mechanism, and this causes the viscosity to decrease.
On the contrary, the formulation based on KRATON GRP-6924, which contains almost only saturated carbon/carbon bonds, keeps its hot melt viscosity almost constant over the 24-hour test period.
Hot Melt Stability of SEBS at Elevated Temperatures
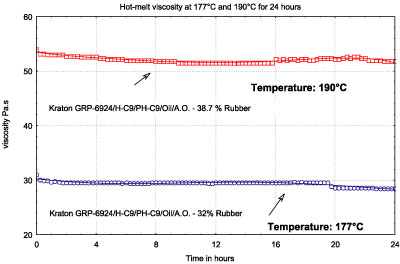
SEBS polymers are very stable at elevated temperatures. Graphic 2 shows the hot melt viscosity of two adhesive formulations measured over 24 hours at two different temperatures, 177 degrees C and 190 degrees C. Both formulations keep an almost constant hot melt viscosity over the 24-hour test period. The shapes of the curves are almost flat from the beginning of the test until its end.
The results indicate that SEBS adhesives can be processed safely at elevated temperatures for an extended period of time without damage to the formulation.
Opportunities in Both Low and High Hot Melt Viscosity Formulations
KRATON GRP-6924 can be compounded in hot melt formulations that show a wide spectrum of hot melt viscosity.• On one side, the formulations with a medium polymer content — up to 35 percent — that have a low hot melt viscosity can be compounded and processed at low temperatures, which could enable coating on heat-sensitive substrates. Also, the elevated service temperature of these adhesives might be useful in applications like labels for electronic data processing that have high temperature requirements.
• Alternately, the formulations with an elevated polymer content — above 35 percent — can be processed at a more elevated temperature — about 190 degrees C and higher — thanks to the high stability of the polymer and the formulation ingredients. In this case, the elevated service temperature combined or not with UV stability can be an attractive alternative to solvent-based acrylics in some applications.
Conclusions
A new, hydrogenated SEBS polymer provides a good balance of tack, adhesion, cohesion, service temperature, low hot melt viscosity and easy processability during compounding for various adhesive applications.Low hot melt viscosity is achieved at about 35 percent rubber content. At higher rubber content, the viscosity increases as does the service temperature, but thanks to the higher stability of hydrogenated SEBS, the formulations can be processed also at more elevated temperatures, i.e., 190 degrees C.
If elevated cohesion is needed, partially hydrogenated aromatic hydrocarbon resins can be added to the formulation.
References
1. KRATON Polymers: Drivers for Innovation. J. G. Southwick, M. A. Masse and J. K. L. Schneider. FEICA 2000. Barcelona, Spain.2. Hydrogenated Styrenic Block Copolymers in Novel Applications: Laminating Films, High-Temperature Adhesives. Dr. G. Vermunicht and Dr. J. Southwick. 22 Muenchener. Klebstoff-u Veredelungsseminar. 1997.
3. New Hydrogenated Block Copolymers in Hot Melt Adhesives. Dr. N. De Keyzer and Ir. X. Muyldermans. FEICA 2001. Antwerp, Belgium.
4. Thermoplastic Elastomers – A Comprehensive Review. N. R. Legge, G. Holden and H. E. Schroeder. p. 518. Carl Hanser Verlag. 1987.
5. Formulation of HMPSA Based on Saturated Thermoplastic Rubber. G. Holden and D. J. St. Clair. TAPPI Hot Melt Symposium 1984; US 4,286, 077. D. J. St. Clair and E. E. Ewins. Shell Oil Co.
6. US 4,136,699. J. A. Collins and T. H. Quin. H. B. Fuller Co.
For more information:
More information on KRATON GRP-6924 is available from KRATON Polymers, PO Box 61070, Houston, TX 77208-1070; phone 832-204-5384; fax: 832-204-5459; e-mail info@kraton.com; or visit the Web site http://www.kraton.com.Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




