Packaging Productivity
Measuring
non-pressure-sensitive adhesives’ hot tack to improve productivity in packaging
processes.

Many characterization techniques are used to measure the bond strength of hot-melt pressure-sensitive adhesives (HMPSAs). These calculations are usually performed by measuring the force required to debond the adhesive holding two substrates together. Measurement procedures vary by substrate, contact time, area and force used to make the bond; debonding procedure variables include speed and the debonding angle.
PSAs are typically soft and tacky at temperatures higher than their glass-transition temperature (Tg); conversely, they are firmer at lower-than-ambient temperatures. This allows tack to be measured at standard evaluation conditions (23°C and 50% relative humidity).
Unlike HMPSAs, hot-melt non-pressure-sensitive-adhesives (HMNPSAs) do not develop tack at room temperature. Instead, they become tacky when they are applied at high temperatures; after cooling to room temperature, tack is lost. Therefore, procedures commonly used to measure tack cannot be used to evaluate these materials.
In some packaging processes, such as carton box forming and closure using HMAs, optimal process productivity depends on the right application temperature for optimal cohesion. Long and costly trial-and-error tests are usually used to find optimal application temperature for NPSAs for those applications.
This article discusses probe-tack measurements and rheological results at high temperatures for HMNPSAs formulated with Dynasol styrene-butadiene-styrene (SBS) copolymers.

 Table 2 shows a typical hot-melt adhesive formulation.
Table 2 shows a typical hot-melt adhesive formulation.
Adhesives were formulated and evaluated under controlled temperature and humidity conditions (23°C and 50% humidity). Formulated adhesives were applied to 0.002-inch PET film. Texture analyzer TA-XT Plus was used to measure the probe tack at different temperatures. The flat, stainless-steel probe is 8 mm in diameter and was put in contact with a NPSA film at a fixed load (100 g), then removed at 0.05 mm/sec.
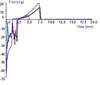 Figure 1 shows the force-time plot, where the first plotted
segment (negative force) corresponds to the force applied by the probe indenter
on the adhesive surface. The second segment (positive force) corresponds to the
adhesive-indentor debonding force.
Figure 1 shows the force-time plot, where the first plotted
segment (negative force) corresponds to the force applied by the probe indenter
on the adhesive surface. The second segment (positive force) corresponds to the
adhesive-indentor debonding force.
For the dynamic mechanical measurements, parallel-plate systems with 8 mm plates (low temperature) and 25 mm plates (high temperature) were used in conjunction with the liquid nitrogen chamber to control the temperature from the glassy to the terminal region of each adhesive. The samples were evaluated at a frequency of 10 rad/s and a strain of 0.3-3%; the temperature was increased at 3°C/min from 0°C to 150°C.
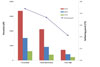
F-02 has an SB/SBS polymer with 80% of diblock and lower molecular weight; hence, the viscosity is reduced. An SBS triblock polymer with styrene content of 40% provides an excellent cohesive strength for adhesives, as demonstrated by F-03.
Several factors enable the production of high tack, including fluidity (to allow good surface wetting) or a certain viscosity (to permit flow over the substrate’s surface to make good contact). Therefore, it’s important to measure the probe tack as a function of temperature to optimize productivity and performance.
 Figure 3 shows the results of the maximum peak adhesive
force measured at different temperatures. These materials are not very tacky at
room temperature. As the temperature is increased, the grade of tack increases
to a maximum debonding force (about 130°C), then falls slowly at a higher
temperature. Thus, there is a range of optimal tack temperatures at which a
specific performance can be achieved.
Figure 3 shows the results of the maximum peak adhesive
force measured at different temperatures. These materials are not very tacky at
room temperature. As the temperature is increased, the grade of tack increases
to a maximum debonding force (about 130°C), then falls slowly at a higher
temperature. Thus, there is a range of optimal tack temperatures at which a
specific performance can be achieved.
In addition, the tack phenomenon requires the adhesive to act as a viscous liquid. In this case, the materials reached the maximum value as the temperature increased and the viscosity was reduced.
Rheological measurements can be used to describe the characteristics of adhesives as well as to understand the phenomenon of tack. Dynamic mechanical analysis (DMA) has been an excellent method for determining thermal transitions.
 Glass-transition temperature and melt temperature are
essential. Tg indicates the point at which the polymer
changes from glassy to a rubbery material. Figure 4 shows the dynamic
mechanical spectrum of HMNPSA. The glass-transition temperature is often
designated the maximum in the tan δ
curve; hence, the adhesives have similar Tgs (15-20°C).
In addition, DMA can be used to describe other characteristics of polymers,
such as molecular weight.
Glass-transition temperature and melt temperature are
essential. Tg indicates the point at which the polymer
changes from glassy to a rubbery material. Figure 4 shows the dynamic
mechanical spectrum of HMNPSA. The glass-transition temperature is often
designated the maximum in the tan δ
curve; hence, the adhesives have similar Tgs (15-20°C).
In addition, DMA can be used to describe other characteristics of polymers,
such as molecular weight.
The length of the rubbery plateau is a function of the molecular structure. As shown in Figure 4, F-01 exhibits a higher elastic modulus (G’) and larger rubbery plateau, indicating that the adhesive has a higher cohesive strength. However, when the modulus becomes too large, the ability to wet the substrate and the degree of tack is reduced.
 In Figure 5, F-1 (S4301) is compared to F-3 (C540), which
has a similar elastic modulus G’ value and lower tan δ value, indicating that the required temperature to achieve a
maximum tack value is higher. When the adhesive allows easily wetting process
and adheres to substrate, tan δ
should be greater than the unit because the polymer dissipates energy through
its own deformation (e.g., viscous modulus [G”] is greater than elastic modulus
[G’]). As shown in Figure 5, F-3 (C540) has lower crossover temperature (Tan δ =1), thus it would be expected to
develop tack at a lower temperature.
In Figure 5, F-1 (S4301) is compared to F-3 (C540), which
has a similar elastic modulus G’ value and lower tan δ value, indicating that the required temperature to achieve a
maximum tack value is higher. When the adhesive allows easily wetting process
and adheres to substrate, tan δ
should be greater than the unit because the polymer dissipates energy through
its own deformation (e.g., viscous modulus [G”] is greater than elastic modulus
[G’]). As shown in Figure 5, F-3 (C540) has lower crossover temperature (Tan δ =1), thus it would be expected to
develop tack at a lower temperature.
 Figure 6 shows the measurements of probe tack and modulus as
a function of the temperature. Tack reaches a maximum when the modulus
drastically decreases and tan δ
is greater than the unit. The degree of tack rises rapidly when the viscous
modulus (G”) is greater than the elastic modulus (G’) because this allows
instantaneous substrate wetting for obtaining good adhesion.
Figure 6 shows the measurements of probe tack and modulus as
a function of the temperature. Tack reaches a maximum when the modulus
drastically decreases and tan δ
is greater than the unit. The degree of tack rises rapidly when the viscous
modulus (G”) is greater than the elastic modulus (G’) because this allows
instantaneous substrate wetting for obtaining good adhesion.
Hot-melt adhesives are expected to wet quickly and develop a high degree of tack; however, the cohesive strength is crucial, with the balance of properties the ultimate goal.
For more information, visit www.dynasolelastomers.com.
Many characterization techniques are used to measure the bond strength of hot-melt pressure-sensitive adhesives (HMPSAs). These calculations are usually performed by measuring the force required to debond the adhesive holding two substrates together. Measurement procedures vary by substrate, contact time, area and force used to make the bond; debonding procedure variables include speed and the debonding angle.
PSAs are typically soft and tacky at temperatures higher than their glass-transition temperature (Tg); conversely, they are firmer at lower-than-ambient temperatures. This allows tack to be measured at standard evaluation conditions (23°C and 50% relative humidity).
Unlike HMPSAs, hot-melt non-pressure-sensitive-adhesives (HMNPSAs) do not develop tack at room temperature. Instead, they become tacky when they are applied at high temperatures; after cooling to room temperature, tack is lost. Therefore, procedures commonly used to measure tack cannot be used to evaluate these materials.
In some packaging processes, such as carton box forming and closure using HMAs, optimal process productivity depends on the right application temperature for optimal cohesion. Long and costly trial-and-error tests are usually used to find optimal application temperature for NPSAs for those applications.
This article discusses probe-tack measurements and rheological results at high temperatures for HMNPSAs formulated with Dynasol styrene-butadiene-styrene (SBS) copolymers.
Table 1. Characteristics of SBCs
Experimental
Adhesives were formulated using SBCs with different structures, molecular weights and compositions (see Table 1). Toluene solution viscosity can be used as reference of the polymer’s molecular weight.Table 2. Hot-Melt Adhesive Formulation for NPSA
Adhesives were formulated and evaluated under controlled temperature and humidity conditions (23°C and 50% humidity). Formulated adhesives were applied to 0.002-inch PET film. Texture analyzer TA-XT Plus was used to measure the probe tack at different temperatures. The flat, stainless-steel probe is 8 mm in diameter and was put in contact with a NPSA film at a fixed load (100 g), then removed at 0.05 mm/sec.
Figure 1. Typical Plot from Probe Tack Test
For the dynamic mechanical measurements, parallel-plate systems with 8 mm plates (low temperature) and 25 mm plates (high temperature) were used in conjunction with the liquid nitrogen chamber to control the temperature from the glassy to the terminal region of each adhesive. The samples were evaluated at a frequency of 10 rad/s and a strain of 0.3-3%; the temperature was increased at 3°C/min from 0°C to 150°C.
Figure 2. Adhesive Characterization Results for HMNPSAs Formulated Using Different SBCs with Different Structures (Table 2)
Results and Discussion
SBCs can easily be formulated as hot-melt pressure-sensitive or non-pressure-sensitive adhesives. Figure 2 shows comparative characterization results for the adhesives proposed in Table 2, which are based on three linear SBS/SB polymers. F-01, based on an SBS/SB polymer with high molecular weight and 10% of diblock (S-4301), developed higher viscosity and a higher softening point.F-02 has an SB/SBS polymer with 80% of diblock and lower molecular weight; hence, the viscosity is reduced. An SBS triblock polymer with styrene content of 40% provides an excellent cohesive strength for adhesives, as demonstrated by F-03.
Several factors enable the production of high tack, including fluidity (to allow good surface wetting) or a certain viscosity (to permit flow over the substrate’s surface to make good contact). Therefore, it’s important to measure the probe tack as a function of temperature to optimize productivity and performance.
Figure 3. Comparative Results of Tack at Different Temperatures for HMNPSA with SBCs
In addition, the tack phenomenon requires the adhesive to act as a viscous liquid. In this case, the materials reached the maximum value as the temperature increased and the viscosity was reduced.
Rheological measurements can be used to describe the characteristics of adhesives as well as to understand the phenomenon of tack. Dynamic mechanical analysis (DMA) has been an excellent method for determining thermal transitions.
Figure 4. Dynamic Mechanical Spectrums of Adhesives Formulated
The length of the rubbery plateau is a function of the molecular structure. As shown in Figure 4, F-01 exhibits a higher elastic modulus (G’) and larger rubbery plateau, indicating that the adhesive has a higher cohesive strength. However, when the modulus becomes too large, the ability to wet the substrate and the degree of tack is reduced.
Figure 5. Dynamic Mechanical Spectrums in Flow Region of Adhesives Formulated
Figure 6. Probe Tack and Dynamic Mechanical Spectrum for F-03
Hot-melt adhesives are expected to wet quickly and develop a high degree of tack; however, the cohesive strength is crucial, with the balance of properties the ultimate goal.
Conclusion
This article shows that NPSAs develop optimal performance at temperatures higher than those specified for standard adhesion evaluations. In addition, probe tack tests, when used as a function of temperature and rheological measurements, can provide useful information to optimize processing, performance, and application of adhesives.For more information, visit www.dynasolelastomers.com.
Links
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


