SBCs for Adhesive Formulations
Selecting the right SBCs for an adhesive formulation allows formulators to develop specific solutions for various adhesive markets, optimizing cost and productivity.


The main characteristic of styrene block copolymer (SBC) is its thermoplastic property, which is provided by polystyrene blocks present in the polymer molecule. Polystyrene blocks are able to build “physical links” between neighboring molecules to form reinforced polymer webs. When the temperature is raised to melt the polystyrene blocks or dissolve them in an organic solvent, the physical links are softened and the polymer’s viscosity is reduced in order to modify the original web structure and change the product’s shape. When the polymer is dried or cooled, it recovers its elastomeric properties and will maintain its new shape.
This thermoplastic characteristic provides several advantages for using SBCs in adhesive formulations: compounds can be obtained with excellent physical properties without vulcanization; adhesive compounds can be formulated by a thermal processing technology (hot-melt adhesives); and adhesives can be formulated by dissolving ingredients in organic solvents (solventborne adhesives). SBCs synthesized using solvent-based technology also offer narrower molecular weight distribution; this allows the polymers to dissolve directly into organic solvents without a pre-mastication process, such as those employed in the production of chloroprene rubber (CR), emulsion SBR, or natural rubber (NR) based adhesives.
Dynasol produces several SBCs with different structures and compositions for various market segment requirements (see Table 1).

SBCs in Solventborne Adhesives
Solventborne adhesive are mainly used in applications where higher cohesive strength is required, such as those found in the building and construction markets.
SBCs are widely used in solventborne adhesive formulations due to their advantages over other elastomeric structures. They develop faster solubility than other polymer bases, such as CR, NR, or emulsion SBR, without the need for additional processes (such as pre-mastication) due to their narrow molecular weight distributions. This, in turn, reduces operating costs and increases productivity. SBCs also develop lower solution viscosities, allowing formulators to increase the formulation’s solids content and reduce VOC evaporation levels. This leads to a decrease in solvent volume, as well as lower handling, transportation and storage costs.
Table 2 compares SBC-based solventborne formulations with a commercial 25%-solids CR-based adhesive. The first formula (F-01) was based on a radial medium-molecular-weight copolymer. The second (F-02) used a blend of a high-molecular-weight radial copolymer and a linear SBS containing 20% diblock. The third formula (F-03) was a CR commercial adhesive. All were applied using the same procedure and the same adhesive weight for the bond.
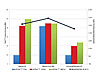
As shown in Figure 1, F-01 developed a faster cohesive strength than F-02; both adhesives developed higher cohesive strength than commercial CR-based adhesive. All three adhesives developed similar viscosity, while F-01 and F-02 had higher solids content (35% solids vs. 25% solids content of F-03 commercial reference).

SBCs in Hot-Melt Adhesives
The formulation and use of hot-melt adhesives offer a cost benefit and environmentally friendly option to adhesive manufacturers; they eliminate the drying process and, therefore, the equipment and energy requirements of solvent- or water-borne adhesives. In addition, organic solvents are not required, which reduces VOC emissions. Productivity is improved by reducing cooling time. SBCs can be easily formulated as hot-melt adhesives due to their thermoplastic nature, allowing them to melt by increasing the process temperature in order to incorporate all of the ingredients to obtain adhesive properties.
Table 3 shows a typical hot-melt adhesive formulation. An elastomeric base (SBC) was used to absorb debonding energy as elastic deformation and develop cohesive strength; a midblock tackifying resin was used to improve adhesion to different substrates; an endblock tackifying resin was used to reinforce styrenic domains cohesively; a plasticizer was used to modify polymer viscosity, thus improving adhesive wetting; and a stabilizer was used to extend the life of the ingredients.
Additives, such as viscosity modifiers and other non-reinforcing fillers, can be incorporated into the adhesive formulation to reduce cost, as well as to adjust rheological adhesive performance and other characteristics for improved productivity.

Table 4 shows three hot-melt PSAs that can be used to develop adhesives for tapes and label application. Based on blends of SBCs set to perform at different application conditions, adhesives were formulated and evaluated at Dynasol using standard analytical techniques in ambient controlled conditions (50% relative humidity and 23°C). Adhesives were applied to 0.002” PET film using stainless-steel panels as the substrate.
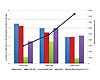
Figure 2 shows comparative results for adhesive performance. F-01, based on an SBS triblock polymer (C-500) and a SB/SBS polymer with 80% of diblock (S-4318), developed the lower viscosity and Tg, and maintained excellent adhesive performance. The softening point for this formula was 80°C. F-02, based on the same C-500 blended with a low-viscosity radial copolymer (C-405), developed 60% higher viscosity and cohesive strength than the first formula, maintaining similar adhesive performance. The third formula developed the highest viscosity and intermediate cohesive strength, and reached a softening point of 110°C; this means that it can be used for some automotive applications in the transport market.
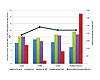
New multi-arm polymers with lower styrene content (32-36%) develop higher cohesive strength (tensile result) than commercial multi-block polymers with 45% styrene content, and maintain similar adhesive viscosity. In addition, the new polymers improve rolling ball tack evaluation. This means that these adhesives can develop faster tack than those formulated using multi-block copolymer, improving application speed and productivity in application lines.

Figure 3 shows comparative characterization results for the adhesives proposed in Table 5, which are based on three new multi-arm structure polymers developed for adhesives, and use a commercial multiblock copolymer as reference.

Table 6 shows the partial substitution of SIS using an S-SBR in a PSA formula. An equal amount of SIS was substituted for S-SBR in the formula; all other components were maintained according to the original formula (Figure 1).

Figure 4 adhesive characterization results show that a 20% lower viscosity and an improvement in holding power resistance is obtained for 20% and 35% substitutions, while adhesive properties are consistent with the original formula. Because S-SBR is less expensive than SIS polymers, formula costs can be reduced.
Conclusion
- Thermoplastic characteristics allow SBCs to be used in the formulation of either solventborne or hot-melt adhesives.
- The availability of products with different structures and compositions helps optimize performance according to the specific requirements of each application.
- SBCs can be used at a higher solids content than other polymers, such as CR and NR. They can achieve the same or better adhesive performance, thereby reducing VOC emissions and cost related to solvents use.
- New multi-arm structure copolymers offer improved adhesive performance over higher-styrene-content copolymers.
- S-SBR can be used as a substitute for SIS copolymer in adhesive formulations, improving properties such as shear and adhesive viscosity, and reducing formulation costs.
For more information on SBCs, contact Dynasol Elastomers at (877) 559-7568 or visit www.dynasolelastomers.com.
Links
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




