Changes in Dispensing Technologies for Tapes and Hot Melt Adhesives
Low-volume packagers, however, often seal with tape rather than hot melt adhesive, citing ease of use (rather than speed) as the main reason. Tape is convenient and familiar — a material frequently used at home or the office — whereas hot melt adhesive carries a Material Safety Data Sheet as an industrial adhesive. It must be heated correctly before application.
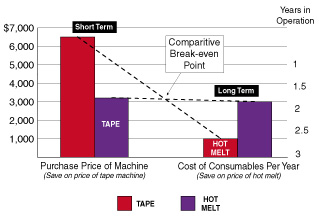
The convenience of using tape for low-volume packaging production can save time and money. A tape machine does not require warm-up time and typically costs less than a hot melt machine. Although the cost of tape is higher and work flow often stops whenever a tape head is changed, low-volume packagers seldom accumulate considerable cost overruns or downtime as a result.
Somewhere between high-volume and low-volume sealing production lies a middle ground where approximately 10 to 30 cases per minute (cpm) are sealed. Within this range, manufacturers of tape and hot melt machines battle actively for market share.
Although packagers benefit from this competition in the long run, making a purchasing decision based on cost-analysis or product-specification comparisons can be tricky. The cost of tape is calculated on a per-foot basis, whereas the cost of hot melt adhesive is calculated per pound. Tape dispensers are essentially mechanical devices (rollers, tension bars and cutting blades). Hot melt dispensers are electronic (the open/close dispensing valve can be wired to a conveyor, timer or sensor).
Comparisons of hot melt adhesive and tape technologies must examine dispensing methods and general costs at the break-even point (Figure 1). Highlights of how the technologies have evolved from the 1980s to present reveal a trend toward low-maintenance products and suggest future designs for sealing technologies. This article on tape and hot melt sealing technology will focus on the 10- to 30-cpm packaging arena, and provide objective data useful in making purchasing decisions.
1980s: Microprocessors and Antioxidants
Operating a hot melt machine once required manual calculations, multiple changeovers and warm-up temperature delays. Operation of a hot melt machine has been simplified by microprocessor controls. Introduced in the 1980s, microprocessor controls reduced hot melt maintenance by automating daily operating functions such as start-up, adhesive replenishment and pattern selection.Throughout the 1980s, adhesive chemists developed ways to prolong the pot life of hot melts using antioxidant additives, thus making hot melt adhesives more “user friendly.”2 The adhesive could be heated for 70 to 100 hours without the risk of charring, and kept ready to use for on-demand applications.
With improved thermal stability of hot melt adhesive, wear and tear on the application machinery was reduced. Fewer charred particles in the adhesive stream extended the life of the adhesive pump and dispensing valve. Teflon® coating was added to the tank and pump for quick, non-stick cleaning.
Corrugated box and paperboard manufacturers, after weathering periods of over-capacity and roller-coaster prices, began to expand product offerings in the 1980s.3 New sealing machines emerged that are capable of bonding a greater variety of substrates and structural designs while reducing changeover time.4
The tape machine approach got a boost in the mid-1980s with the increased production of pressure sensitive adhesives (PSAs) on a commercial level. PSA production for making tapes and labels more than doubled between 1980 and 1986.5 Although more expensive than other tapes, PSA tapes could be applied in one step, whereas water-activated tapes had to be wetted and applied taut to prevent curling, and then allowed to dry on the box before handling.
The success of PSA tape was indicative of the willingness of packagers to pay more for a quick, easy-to-use product. Today, pressure sensitive tapes continue to sell for approximately 50- to 100-percent more than gummed tapes.6
1990s: A Shift to Low-Maintenance Hot Melt Adhesives and Machines
The solution by manufacturers of hot melt adhesives to customer demand for easy-to-use sealing products came in the early 1990s with the development of reduced-temperature hot melt adhesives — dubbed “warm” hot melts or “warm melts.” Warm melts are heated to 250ºF (100ºF cooler than their predecessors) without the typical increase in viscosity. They do not thicken or gel at the cooler temperature, and consequently flow easily through the pump and dispensing valve.Like PSAs a few years earlier, the warm melt adhesives cost 50- to 100-percent more per pound than standard packaging-grade adhesives.7 Yet, several key benefits result by operating at the cooler temperature:
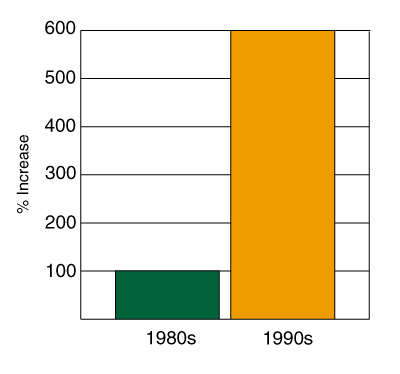
1. 300- to 500-percent increase in pot life (meaning each batch of adhesive can be kept heated in a ready-to-use state for 300 to 500 hours).
2. Cleaner-running machines without char buildup.
3. Cleaner cutoff at the dispensing nozzle.
4. Little or no odor.
5. Safer handling.
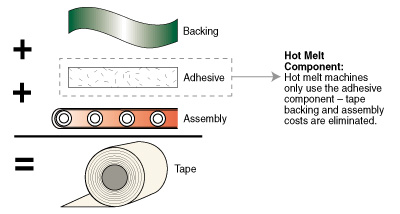
From the perspective of the adhesives manufacturer, the greatest benefit of warm melts is low-maintenance operation. They can offer a quick and simple alternative to the tape machine. Combined with reduced material costs (since a lesser amount of these new adhesives is required to seal the box), packagers are finding the proposal to switch from tape to warm melts an attractive alternative (Figure 2, page 31).
Also during the 1990s, hot melt adhesive machines continued to increase in speed, helping high-volume packagers achieve 1,400 cartons/min, up from 700 cartons/min in 1980.8 Although these technological advancements in speed offered little relevance or value to small-scale packagers, important secondary benefits emerged. The success of these low-maintenance hot melt adhesive technologies for high-speed packagers influenced the design simplicity of small-scale hot melt machines.
The quest for speed led equipment manufacturers to focus research and development efforts on the hot melt pump, dispensing valve and timing device (see Sidebar above: Low-Maintenance Hot Melt Technology Development Timeline). New products were faster, more durable and easier to use. For example, high-speed shifters were added to high-performance pumps and dispensing valves allowing them to deliver two- to three-times additional productivity with no mechanical problems.9 That means little or no maintenance interruptions during production.

Hot melt machines with simple, intuitive interfaces were installed with greater frequency on OEM packaging equipment in the late 1990s. Tested on the SWF Bliss-Matic and Tray-Matic case erectors, the new hot melt adhesive machines easily support 30-cpm production speeds. Larger adhesives tanks capable of holding 17 lb (6.3 kg) of adhesive required less maintenance and fewer adhesive refills than with previous machines.
Tape machines, by comparison, did not evolve to the same extent as hot melt adhesive machines during the 1990s. Most tape machines are still belt-driven mechanical devices susceptible to torque stresses on rollers, springs and belts, which cause mechanical looseness, imbalance and misalignments. This in turn impairs running speed or causes slippage as the tape unwinds onto the box.
Also in the 1990s, corrugated-box manufacturers continued to offer additional products, including board stock with a higher content of recycled material. Since recycled board stock contains shorter fibers and more sizing material, traditional sealing techniques were modified to achieve a sufficient bond. Either a higher grade of tape was required (at a higher cost), or the temperature of the hot melt adhesive was increased 5ºF to 10ºF to improve its wettability and penetration into the board surface (at no additional cost).12
Sealing Today
One growing competitive factor facing packagers is the increased use of box graphics. According to Paperboard and Packaging Magazine, the biggest change in boxes produced in 1999 vs. 10 years ago is graphics capability, up 58 percent, followed by new structural designs, up 21 percent.The method for applying hot melts supports a clean package appearance because the glue goes under the box flaps, not over them like tape. If a package displays graphics, logos or important warning labels, the hidden hot melt seal will not mask these items.
The hidden seal also protects against tampering. Tape, on the other hand, can be slit with a pocketknife or removed with heat and resealed without the knowledge of the shipper or consumer.
The practice of opening a taped box with a pocketknife or utility razor is common among stockroom workers. However, this action sometimes slices the product inside the box, as well, resulting in a non-saleable product.
An emerging trend in the packaging business is customer requests for less packaging. Wal-Mart® recently asked Procter & Gamble to reduce the amount of packaging the company produces.13 Small-scale packagers may be able to take advantage of this trend if reduced demand for raw materials drives down prices.
Eliminating Repetitive Maintenance
The most common, daily task required when running a tape machine is replenishing the tape. Usually, production stops while the operator removes the nearly empty tape head, threads a new one, adjusts the tension and checks alignment.Replenishing the hot melt adhesive machine is accomplished in one easy step without stopping production. The operator simply adds a scoop of dry adhesive to the tank. Or an automatic system to replenish the adhesive can be installed to maintain adhesive levels in the tank.
Another repetitive maintenance issue is “pop-opens” caused by humidity. The PSA tapes only adhere to the surface of the box without penetrating into the surface fibers and can lose bonding strength under harsh shipping or storage conditions. A hot melt seal is not affected by moisture or humidity and will retain its bond in damp, cold or hot cargo bays, trucks and warehouses.
Conclusions
The low-maintenance trend in the 1980s produced microprocessor-controlled hot melt machines that automated start-up and extended the pot life of hot melts. Use of pressure sensitive tapes doubled despite a 50- to 100-percent increase in price over gummed tapes.During the 1990s, the low-maintenance trend gained momentum in the hot melt sector but languished in the tape sector. Hot melt adhesives became user-friendly warm melts, while the application machinery became simpler to operate and maintain.
The chemistry of hot melt adhesives and the electronics of the application machinery will continue to evolve and result in lower costs and reduced maintenance.
The PSA tapes and application machinery will also continue to evolve, adding automation generally at a higher cost.
Additional information on hot melt adhesive application equipment is available from Packaging Group, Nordson Corp., 11475 Lakefield Dr., Duluth, GA 30097; phone Gary Licameli at 770-497-3400.
Sidebar: Dispensing Adhesives Using Hot Melt Technology
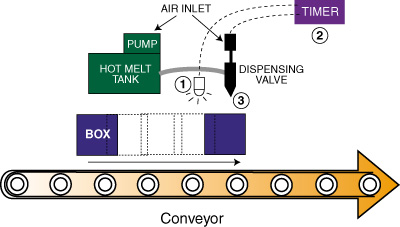
A hot melt adhesive tank heats the adhesive to application temperature using a cast-in electric heating element. An electronic temperature device controls the amount of heat. When the adhesive reaches application temperature, the adhesive pump is engaged automatically.The box triggers a sensor on the production line. The sensor sends a signal to the timer (also called pattern control). The timer then triggers a solenoid to open the dispensing valve and apply adhesive onto the case moving below. When the case moves off the sensor, the pump and dispensing valve cut off, stopping the flow of adhesive.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





