CASE STUDY: Improving Yield
Statistical analysis software has helped one manufacturer solve yield and throughput challenges.
 The Willamette Valley Co. (WVCO) produces polyurethane systems used in many industrial applications. In the past, the company had difficulty maintaining consistent production yields. In an attempt to identify the source of the problem, one of WVCO’s chemists set up a designed experiment to evaluate the effects of mixing time, mixing speed and moisture on the variability of the finished product.
The Willamette Valley Co. (WVCO) produces polyurethane systems used in many industrial applications. In the past, the company had difficulty maintaining consistent production yields. In an attempt to identify the source of the problem, one of WVCO’s chemists set up a designed experiment to evaluate the effects of mixing time, mixing speed and moisture on the variability of the finished product.
The results revealed that excessive moisture was the root cause of the yield problems. They also demonstrated that the moisture could be controlled without any adverse effects by reducing both mixing time and mixing speed. When this change was implemented at the production plant, first-pass yield increased by 65%. In addition, throughput in the plant increased 20% and energy costs per unit of output were reduced by a similar amount.

In the past, WVCO was not satisfied with its production yield. Some batches had to be corrected due to variability in the set time (the amount of time required for the product to solidify after the components are mixed). Another issue was that foaming was seen in some batches, which required the batch to be reworked because of undesirable effects on product performance and appearance.
The problem with this approach is that it is not able to detect interactions between variables that often have a major impact on the key responses. OFAT experimenters often optimize a particular factor only to discover later that, after changing other factors, the value that used to be optimal for the first factor no longer provides good results.
The WVCO chemist set out to increase the manufacturing yield by designing an experiment that would simultaneously measure the impact of key factors on the critical responses. He hoped to identify not only first order effects, but also second order and multiple factor effects. The chemist suspected that the ambient conditions at the production plant created a major impact on yield by increasing moisture. The experiments were run at the company’s research facility in Oregon, where it was not possible to vary humidity levels during the experiments. In order to overcome the problem and simulate a variety of environmental conditions, the chemist spiked the resin with moisture based on measurements made at the production plant.
The chemist designed a two-level factorial experiment using Design-Expert® statistical analysis software from Stat-Ease, Inc. “We selected Design-Expert because it excels at solving real-world industrial problems,” said Phil Cote, Ph.D., WVCO’s director of Research and Development. “Design-Expert has a very intuitive user interface that is geared for engineers, as opposed to statisticians. It provides virtually every experimental design or statistical tool that it would ever make sense to use in an industrial environment. It also saves large amounts of time by automating most of the experimental design and results analysis process.”
Table 1 lists the factors that the chemist considered. The software generated an experimental design consisting of 20 runs that targeted the end and center points of each variable. A MorehouseCowles laboratory mixer equipped with a disk dispenser was used to prepare the resin samples. A Brookfield DV-II viscometer equipped with a number-5 spindle was used to measure the viscosity of each resin. The set time was checked by hand-mixing at a 2:1 ratio using standard laboratory techniques. It was measured as soon as the mixing was completed and again five days after the process was finished in order to evaluate drift during storage (see Table 2).

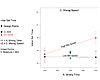
Evaluation of the test factors revealed substantial interactions between the factors. For example, Figure 1 shows the interaction between mixing time and speed. At a low mixing speed, mixing time has little effect on initial set time. However, at a high mixing speed, time has a major effect on initial set time. Strong interactions between the mixing speed and mixing time factors were also seen in their effect on foam formation.
After studying the statistical results, the chemist concluded that moisture was the immediate cause of reduced yield. The experimental results also revealed that the effects of moisture could be minimized by reducing the mixing speed and mixing time. The probable cause is that the speeds used in the past generated turbulence that increased the uptake of moisture in the batch. The experiment showed that the resin could be thoroughly mixed at a lower speed in less time while avoiding the buildup of moisture that had previously hurt yields.
The experimental results provided proof that yields and throughput could be increased by changing processing conditions. When the new optimized mixing times and speeds were implemented at the production plant, the yields immediately increased by a factor of nearly three, while throughput in the facility increased by 20%.

Figure 1. Interaction Between Mixing Time and Mixing Speed
The results revealed that excessive moisture was the root cause of the yield problems. They also demonstrated that the moisture could be controlled without any adverse effects by reducing both mixing time and mixing speed. When this change was implemented at the production plant, first-pass yield increased by 65%. In addition, throughput in the plant increased 20% and energy costs per unit of output were reduced by a similar amount.
Background
According to WVCO, the company differentiates itself from its competition by being a formulator, manufacturer and application specialist. Providing true “value-added” solutions is the culture at WVCO. The company puts each batch of its polyurethane technology through a demanding battery of tests before shipping it to customers.In the past, WVCO was not satisfied with its production yield. Some batches had to be corrected due to variability in the set time (the amount of time required for the product to solidify after the components are mixed). Another issue was that foaming was seen in some batches, which required the batch to be reworked because of undesirable effects on product performance and appearance.
Investigating the Problem
WVCO’s manufacturing plants are sometimes challenged with extremes in both temperature and humidity. In the past, plant management had experimented with changing process variables and had also attempted to determine the effect of ambient conditions on responses such as product yield. They had typically varied one factor at a time (OFAT), such as mixing speed, for a series of batches.The problem with this approach is that it is not able to detect interactions between variables that often have a major impact on the key responses. OFAT experimenters often optimize a particular factor only to discover later that, after changing other factors, the value that used to be optimal for the first factor no longer provides good results.
The WVCO chemist set out to increase the manufacturing yield by designing an experiment that would simultaneously measure the impact of key factors on the critical responses. He hoped to identify not only first order effects, but also second order and multiple factor effects. The chemist suspected that the ambient conditions at the production plant created a major impact on yield by increasing moisture. The experiments were run at the company’s research facility in Oregon, where it was not possible to vary humidity levels during the experiments. In order to overcome the problem and simulate a variety of environmental conditions, the chemist spiked the resin with moisture based on measurements made at the production plant.
The chemist designed a two-level factorial experiment using Design-Expert® statistical analysis software from Stat-Ease, Inc. “We selected Design-Expert because it excels at solving real-world industrial problems,” said Phil Cote, Ph.D., WVCO’s director of Research and Development. “Design-Expert has a very intuitive user interface that is geared for engineers, as opposed to statisticians. It provides virtually every experimental design or statistical tool that it would ever make sense to use in an industrial environment. It also saves large amounts of time by automating most of the experimental design and results analysis process.”
Table 1 lists the factors that the chemist considered. The software generated an experimental design consisting of 20 runs that targeted the end and center points of each variable. A MorehouseCowles laboratory mixer equipped with a disk dispenser was used to prepare the resin samples. A Brookfield DV-II viscometer equipped with a number-5 spindle was used to measure the viscosity of each resin. The set time was checked by hand-mixing at a 2:1 ratio using standard laboratory techniques. It was measured as soon as the mixing was completed and again five days after the process was finished in order to evaluate drift during storage (see Table 2).
Evaluating the Results
The chemist entered the results of the experiments back into Design-Expert, and the software provided a variety of statistical analyses. The analysis of variance (ANOVA) results shown in Table 3 demonstrate that the set time and foam were significantly affected by the experimental factors. It is interesting to note that the significance of these factors increased after the five-day period. This indicates that adventitious moisture is an insidious problem that does not immediately show its full impact.Evaluation of the test factors revealed substantial interactions between the factors. For example, Figure 1 shows the interaction between mixing time and speed. At a low mixing speed, mixing time has little effect on initial set time. However, at a high mixing speed, time has a major effect on initial set time. Strong interactions between the mixing speed and mixing time factors were also seen in their effect on foam formation.
After studying the statistical results, the chemist concluded that moisture was the immediate cause of reduced yield. The experimental results also revealed that the effects of moisture could be minimized by reducing the mixing speed and mixing time. The probable cause is that the speeds used in the past generated turbulence that increased the uptake of moisture in the batch. The experiment showed that the resin could be thoroughly mixed at a lower speed in less time while avoiding the buildup of moisture that had previously hurt yields.
The experimental results provided proof that yields and throughput could be increased by changing processing conditions. When the new optimized mixing times and speeds were implemented at the production plant, the yields immediately increased by a factor of nearly three, while throughput in the facility increased by 20%.
For More Information, Contact:
- Stat-Ease, Inc. at 2021 E. Hennepin Ave., Ste. 480, Minneapolis, MN 55413-2726; phone (612) 378-9449; fax (612) 746-2069; email info@statease.com; or visit www.statease.com
- Willamette Valley Co. Railroad Division at 585 McKinley St., Eugene, OR 97402; phone (541) 484-9621; email info@wilvaco.com; or visit www.wilvaco.com.
Links
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





