UV B-Stage Adhesive for IC Packaging
Adhesives for IC Packaging
IC package manufacturers use adhesives for a range of applications, including die, stiffener, heat sink and substrate bonding. The resin systems for organic adhesives may be divided into three broad categories: thermosetting, thermoplastic and elastomeric. Historically, materials based on thermosetting polymers are predominant in the IC packaging industry. Adhesives are commercially available in a number of delivery formats, including pastes and films.Paste Adhesives
A variety of thermosetting paste adhesives are currently available. Generally, paste adhesives used in IC packaging are one-part products that are premixed by the supplier. They are then shipped on dry ice and stored in a freezer. These adhesives require a controlled-thaw period prior to use. Shelf life at room temperature is typically measured in hours. A common example of this adhesive technology is die-attach epoxy.
Most commercially available thermoset adhesives contain solvents to reduce viscosity to the range at which the material can be dispensed. Bonding and thermal curing are performed immediately after dispensing. Proper thermal curing removes the carrier solvent from the adhesive matrix and subsequently crosslinks the resin, building both interfacial adhesion and cohesive strength.
Some adhesives require a two-step cure process to first remove the solvent and then cure the resin. If the solvent is not sufficiently removed from the adhesive prior to resin crosslinking, voiding in the adhesive bondline may result. Control of solvent evolution from adhesive curing may be a significant environmental, health, safety and cost consideration for IC packaging facilities.
Paste adhesives may be applied by either dispensing or printing. Needle-type dispensing is typically a sequential process, with the adhesive being dispensed onto individual bond sites. A substrate containing multiple bonding locations is indexed under the dispensing head.
Screen and stencil printing are common methods of batch-type pattern printing. Printing equipment and application expertise is widely available in the industry.
Because of their rheological properties, paste adhesives are subject to some degree of sag and slump after dispensing; that is, they may flow beyond the original application site. Additional flow-out may be induced during the curing process. One well-documented problem that may occur with thermosetting paste adhesive is the resin bleed-out experienced with some die-attach adhesives. In this case, a portion of the resin separates from the adhesive matrix and flows out onto the surrounding substrate, possibly contaminating the adjacent bond pads. When using thermally cured solventborne adhesives, IC package designers often must account for flow-out in their package designs.
Edge roll-up, or paste overflow, is another concern with paste adhesives. In this case, the adhesive flows up and over the top of the substrate being bonded. This can result in the top of the daughter substrate becoming contaminated by the adhesive.
Bondline thickness control is another issue for traditional paste adhesives. If the bond thickness varies across the plane of the bond substrate, inclination may occur. In die bonding, this is termed "die tilt."
A specialized subset of solventborne thermosetting adhesives (designated thermally B-stageable adhesives) has garnered recent attention for IC packaging applications. These adhesives are dispensed or applied to one substrate in a fashion similar to traditional epoxy pastes. After dispensing, the adhesives are exposed to a specified thermal regime designed to evolve a majority of the solvent from the material without significantly advancing the crosslinking of the resin. B-staging the adhesive permits the adhesive and substrate construction to be "staged" prior to the bonding process, which can reduce process bottlenecks associated with traditional thermosetting pastes.
Film Adhesives
One inherent characteristic of film adhesives is that they are in a semi-solid state when applied to a substrate. Relative to paste formats, the adhesives flow-out of films prior to bonding is negligible. Because they are pre-formed (or B-staged) solids, film adhesives also tend to flow less than paste during the bonding process. Film adhesives are capable of providing a smaller adhesive "footprint" when compared to paste adhesives.
Another aspect of the semi-solid delivery format of film adhesives is a lack of conformability. The challenge of completely filling substrate topography with film adhesives has been the subject of much development. Bonds formed with film adhesives may exhibit voiding if the adhesives are unable to fully wet the substrate. This has been observed on organic package substrates like BT.
Another characteristic of film adhesives is that they may be applied in batch-type processes. When used in a roll or sheet format, film adhesives can be used in high-volume processes. This can make them compatible with the demands of high-volume manufacturing. The application of single die-cut or pre-form film adhesives can be more problematic when a high rate of throughput is desired.
Generally, film-based adhesives are more expensive for the end user. Film-forming processes, die cutting, shipping, waste and handling can add to the final cost of a film adhesive bonding process.
UV B-Stage Paste
A novel adhesive technology was developed to address many of the limitations of film adhesives, conventional solventborne adhesives and thermally B-staged adhesives for IC packaging. The material may be described as a B-stage, pattern-printable paste adhesive. A secondary thermal-cure cycle yields fully crosslinked, void-free bonds. Two specific IC packaging applications for this technology are reviewed below.
Stiffener Bonding
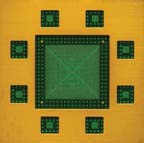
Laminated high-density multilayer substrates for flip-chip and wire-bond packages provide high-density and electrical performance optimization for ASIC vendors (see Figure 1). They find use in the high-end telecommunications, high-end graphics and supercomputer markets. These cavity-down substrates are generally bonded to a heat spreader or stiffener with an adhesive. This metallic plane serves as an area for die attach, increases the rigidity of the package, aids in preventing warpage during assembly and creates a flat surface for mounting a heat sink. Film adhesives have traditionally been used for attaching the stiffener to the multilayer substrate. A variety of adhesives were investigated, and thermoset/elastomer hybrid thermoset films proved superior for this application.2 Despite the performance advantages of this type of hybrid-film adhesive, new materials and processes to reduce labor and materials costs were needed to enable high-volume manufacturing.Initial evaluations of screen-printing a thermoset-elastomer-hybrid adhesive for stiffener attachment revealed the potential for simplifying manufacturing processes. Initial estimates suggest that a potential 10 times increase in parts/day is achievable when changing from a die-cut film to a screen-printable adhesive. Eliminating the high cost of films and reducing the number of process steps can achieve significant cost savings per part.
Other evaluations suggested this adhesive technology would offer similar advantages for die-bonding applications. Working with an industry leader in IC packaging, we have shown the feasibility of using this adhesive for die attach on organic-substrate-based packages.
Adhesive Printing and UV B-Staging
The substrates in stiffener-attach applications had five or seven layers composed of alternating copper and dielectric. The outer surface was an epoxy-based solder mask. The stiffener used in these studies was copper with a black velvet oxide surface. For the die-bonding experiments, the dies were 6mm by 10mm and the substrates were BT with solder mask. The adhesive formulations were printed on the substrate with a DEK ELA printer or similar equipment. The screens used were polyester mesh, 110 lpi with 0.5 mil HP emulsion at 22.5

The shelf life of the adhesive was determined to be in excess of four months at room temperature in liquid form. Aged materials were tested for both printing and adhesion performance, and were determined to be unchanged from new material. More importantly, the adhesive exhibited several months of shelf life after B-staging. After months, there was no degradation in the DSC profile. This opens the possibility for adhesives to be printed at one facility and bonded at another facility, thus eliminating the need to have adhesive handling and processing co-located with stiffener or die-attach process equipment.
Examination of Alternative Curing Lamps and Photoinitiators - IR Studies
The UV-curing process must allow for cure with various lamps and inerting capabilities. Experiments were run to investigate these variables, as well as several photoinitiators. The motivation for these studies was to investigate curing systems amenable to large volume, in-line processing. High-intensity lamps are an example of commercial-curing units amenable to this process.
The degree of cure of the B-staged component was determined by IR using overtone bands. This method allows for measurement through a sample thickness representative of the adhesive in use. We have demonstrated lamp and initiator combinations available to allow high-intensity, fast-throughput B-staging.
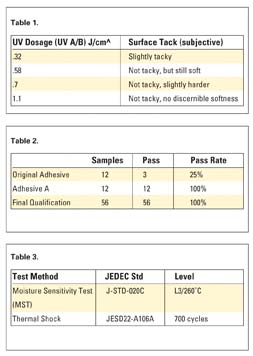
The dosage required for cure for the non-tacky die-attach adhesive was determined by varying the belt speed on the UV processor to achieve different dosages. The adhesive was examined for tack after exposure (see Table 1).
It is also important to know if the conditions during UV cure affect the thermoset cure. Too-hot lamps could lead to premature cure or loss of latency for the thermoset component. Data from DSC analysis showed that UV B-staging does not affect final thermoset cure to any significant degree, so the die placement, wetting and final cure will be consistent.

Void-free bondlines were obtained using optimized printing and bonding conditions. Evaluations using C-SAM show that less than 5% void content can be achieved. Cross sections verify the C-SAM results.
The adhesion of the new adhesive was found to be superior to commercial film adhesives, even after PCT exposure. Samples were examined for failure of the substrate (delamination) and cohesive failure modes. Bondlines after JEDEC 3 preconditioning showed no delamination or blistering. Results are shown in Table 2. Good results for die attach were also obtained by a major IC packaging company. The results are summarized in Table 3.
Conclusion
The pattern printable, UV B-stage adhesive technology described offers significant process and performance advantages over other types of paste and film IC packaging adhesives.The potential benefits of employing UV B-stage adhesive for both stiffener and die bonding have been documented. This technology may have use in other wafer-level and IC-packaging applications where paste and film adhesives are traditionally used and should be investigated.
Comparison to Conventional Dispensed Paste Adhesives
The rheology of the adhesive has been optimized for conventional screen and stencil printing that allows it to be used economically in high volume. The adhesive may be precisely placed in a high-volume, batch-style operation, significantly reducing the bottleneck caused by the in-line, single-bond-site dispensing method currently used by traditional die-attach adhesive dispensing.
Precisely designed rheology combined with UV B-staging virtually eliminates the sag and slump of traditionally dispensed paste adhesives. The resin-bleed phenomenon and topside-overflow concerns are also eliminated. Precise bondline control may be achieved without the use of large spacers. Screen- and stencil-printing equipment is readily available and more cost-effective for high-volume manufacturing than syringe-type adhesive dispensers.
Bonding with traditional paste adhesives needs to be performed immediately after the adhesive is dispensed, necessitating an in-line dispensing and bonding work flow. With solventborne paste adhesives, disruptions in either the dispensing or bonding processes can have a disastrous impact on yield and throughput. Substrates with UV B-staged adhesives may be stored for up to four months, thus eliminating workflow bottlenecks.
Comparison to Thermal B-stage Paste Adhesives
By using UV irradiation for the B-staging process, rapid and precise control is achieved. Compared to thermally B-staged adhesives, the material is quickly "frozen" in position after printing, resulting in very limited flow-out. Unlike thermal B-staging, irradiating with UV energy eliminates the danger of advancing the thermoset reaction of the adhesive. UV B-staging occurs in seconds while the thermal alternative is an order-of-magnitude longer process.
This adhesive is compatible with conventional UV-curing technology, so new equipment costs are minimized.
The UV B-staged adhesive is a 100%-solid material. The VOCs emitted during B-staging and curing are very low.
Comparison to Film Adhesives
With a price structure similar to conventional paste adhesives, B-stage adhesive offers significant material price advantages over film adhesives. Additionally, there is very little of the waste traditionally associated with film adhesives. Also, the adhesive is applied as a paste with the ability to fill substrate topography, providing superior wet-out when compared to film adhesives.
Acknowledgements
The authors wish to acknowledge Ken Zieminski, Tom Norton and Chris Nelson; as well as Dan Foster, Kevin Koehler, Les Whitcome, William Gibson, Brian Curtis, Chuck Driver, Michael Holcomb, Sandy Walter, Duy Le-Huu, Victor Jonas, Donald Banks, and John Reagan for application and process development.
For more information, contact (888) 3M-HELPS ((888) 364-3577)).
References
1. Wong, C.P. "Materials for Electronic Packaging," Electronic Packaging and Materials Handbook, McGraw-Hill, 2000.2. Schildgen, W.R.; Murray, C.T. "Material Set Comparison in Moisture Sensitivity Classification of Nonhermetic Organic Packages," 35th International Symposium on Microelectronic Proceedings, September 2002, pp. 679-684.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






