Small Wonders
Nanomaterials are emerging as one of the fastest growing segments of the chemical and materials industries. Nanomaterials (also known as nanoparticles, nanopowders, nanoscale materials, quantum dots, and nanocrystals) are inorganic or organic powders that have been precision manufactured at sizes less than 100 nanometers (1 nanometer equals 0.001 micron and corresponds to about 4 to 5 bonded atoms). In these size ranges, most compositions begin to show commercially useful novel properties and unusual performance in part because of size confinement effects, e.g., performance influenced by Newtonian and size-confined quantum physics.1
Adhesives are materials that can hold together two or more solid materials by means of surface attachment. Adhesives compete with many joining technologies such as mechanical fasteners (bolts, screws, rivets, nails). However, fasteners create holes in the items they join and these holes can act as stress concentrators. Fasteners can also be labor intensive. In joining dissimilar materials, fasteners can facilitate corrosion. Fasteners also add weight to joints and often fail to provide any sealing. Adhesives often address these limitations and are widely used in many industry sectors. Adhesives provide advantages over mechanical fastening techniques as a result of flexibility, versatility, weight reduction or labor savings.
Over time, adhesives have become essential to numerous value-added applications by offering functional capabilities in addition to bonding. Examples of functional capabilities include thermal and electrical conductivity, magnetic properties, and dielectric insulation. These capabilities often utilize advances in fillers and additives.
Recent developments in nanotechnology offer several opportunities to the adhesives and sealants industry. These opportunities are the result of a number of characteristics unique to nanoscale particles. Following are some of these opportunities.
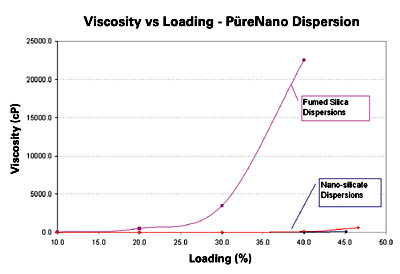
Recently, innovative teams such as those from BASF have reported the use of bimodal powder additives at high loadings to minimize the high-shear viscosity while maintaining the highest possible solids content to reduce drying time and energy consumption, e.g., cost.2 Novel nanoparticles have been shown to achieve between 40-60% loadings without adverse impact on rheology. These nanoparticles in combination with submicron particles also offer multimodal packing formulations for highest possible solids loadings.
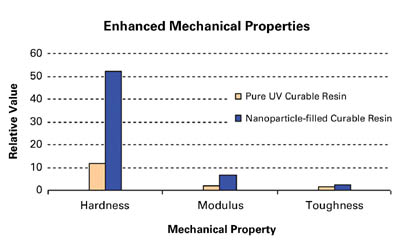
Improved Mechanical Properties. Several applications demand adhesives and sealants formulations with improved hardness, modulus and strength, mar resistance, chip resistance, and wear resistance. Nanoparticles-based formulations offer such characteristics. Several teams have reported excellent enhancements in mechanical properties with nanoscale complex silicates, aluminum oxides and other compositions.3 In certain applications, nano-platelets of clays and other compositions can be added to improve mechanical and gas barrier properties.
In other applications, colored nanoparticles can be added to simultaneously improve mechanical properties and to provide a stable and lasting color to the adhesives and sealants formulation. Alternatively, nanoparticles of high or low refractive indices can be added into the formulation to modify the refractive index of the cured adhesive.
Electronics and Conductive Formulations. Adhesives used in the electronics industry need to meet demanding requirements. Properties of interest in these markets include thermal conductivity, electrical conductivity, coefficient of thermal expansion and shrinkage of adhesives in these products. Nanotechnology is now beginning to offer on a commercial basis a range of compositions with different particle shapes and sizes that impact these properties. While the increased interfacial area often lowers the conductivity, recent work shows that there are exceptions. To illustrate, carbon nanotubes and other high aspect ratio nanoparticles offer high conductivities and they percolate at significantly lowered loadings. With respect to other properties, nanoparticles can favorably impact the coefficient of thermal expansion and have been reported to significantly reduce shrinkage.
Anti-microbial properties. In biomedical, consumer and food applications, long-lasting and broadband anti-microbial characteristics are desired. Nanoparticles consisting of silver, zinc, copper and other elements offer anti-microbial properties. Silver has been known to be an anti-microbial for centuries. The benefit of nanotechnology is that the active elements such as silver are far more available and effective in nano-engineered form, are better distributed and can be engineered to be more affordable.

Security applications. With increasing interest in product traceability and tools to reduce logistics-related costs, there is a need for materials that can assist such efforts. Nanotechnology is enabling complex magnetic nanoparticles and phosphors that can be easily blended homogeneously with adhesives. The resulting magnetic or optically active adhesives can be easily and readily applied to products. Such magnetically and optically active adhesives offer means to identify, code, and trace products.
Ceramic adhesives. Adhesives that use polymers and resins as the primary formulation material are often not suitable for use in high-temperature and other extreme environments. Nanoparticles of calcium silicates and other ceramics offer the ability to provide thin or thick film bonding of parts that are rated for high-temperature applications. These ceramic nanoparticles bond faster, given their higher and more reactive surface areas. In other applications, cementing ceramic nanoparticles can be blended with resins to prepare nanocomposite adhesives.
The Future
There is a significant and emerging effort to produce and apply novel nanomaterials with unusual performance.5 These nanomaterials offer a number of opportunities to address demanding application requirements and create new products. In addition, the nanotechnology industry offers strategic growth opportunities to raw material suppliers, equipment manufacturers and product formulation companies.
It is likely that nanoparticles will first serve those applications in the adhesives and sealants industry where they offer added value and a compelling advantage. If cheaper micron-scale powders and specialty chemicals suffice for an application, they will continue to be used. As the nanomaterials industry develops and matures, nanomaterials will increasingly become more affordable and cost competitive with conventional materials while offering superior or novel performance. Even today, the volume and pricing of nanomaterials is already in the range where a number of commercial applications appear economically compelling. With the availability of such nanomaterials as building blocks and associated processing know-how, commercial applications enabled by nanotechnology are beginning to emerge.
For more information on nanomaterials, contact Tapesh Yadav, Ph.D., Chairman & Chief Executive Officer, NanoProducts Corp., 14330 Longs Peak Court, Longmont, CO 80504.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




