Measuring Success


The EEA performed considered the production and application of the three types of PSAs under review, which are all special types of adhesive designed to bond without the use of heat or moisture. They are used in a variety of consumer and commercial products, such as masking tapes, office tape, and labels, and continue to gain market share from mechanical fasteners. PSAs also have specialized industrial applications, such as clear protective films on appliances and automobile components, reflective material on signs, and bonding a variety of similar and dissimilar surfaces, either permanently or temporarily. The adhesives are formulated to meet a specific cost/performance balance through the choice of an elastomer or polymer and other materials, such as tackifying resins, additives, fillers, colorants, and oils. The general categories of elastomers and polymers used in PSAs include natural and synthetic rubbers, acrylics, and silicones. In some cases, more than one resin is used to provide additional properties not available to the single resin formulation (to simplify the EEA study that was conducted, only acrylic resins were considered). Carrier solvents and other additives such as rheology modifiers, defoamers, and stabilizers, are used to influence processing and coating behavior.



Eco-Efficiency Methodology and Base Case
Eco-efficiency analysis evaluates the costs and environmental impacts of products and processes over their lifecycle.1 This EEA assessed energy, emissions, toxicity, health effect potential, resource consumption and land use to gauge the environmental impacts of the three different PSAs. The EEA also assessed the total cost of producing and applying PSAs by calculating the cost of materials, manufacturing, waste, energy, and EHS programs. The methodology was created in partnership with an external consultant, has been further developed by BASF, and is based upon the ISO14040 standards for lifecycle analysis, with some additional enhancements that allow for expedient review and decision-making at all business levels. Since its inception in 1996, BASF has completed more than 260 analyses on products ranging from vitamins to building materials and industrial chemicals.This EEA was focused solely on one type of polymer - acrylics - rather than comparing different types of chemistries. Remaining within the same polymer family discourages potentially uneven performance comparisons and allows the desired focus on the processing differences as a result of the carriers. Furthermore, the study compared UV-curable, solventborne- and waterborne acrylic PSAs slanted toward the specialty performance realm rather than commodities like packaging tape and general-purpose permanent label PSAs.
After having determined the system boundaries (see Scheme 1), the first step was to define the common output or customer benefit (CB) for a uniform measurement of the production and application for each PSA alternative considered. For this EEA, the CB was defined as the application and curing of an acrylic adhesive onto one square meter of web surface. The three acrylic adhesive technologies are shown in Figure 1. The study encompasses the production, transportation, coating/application, drying and finishing of the PSAs.

Material prices for the three technologies were based on drum amounts in truckload quantities (price represents adhesives with similar performance, i.e., high-end specialty and low-end commodity prices were omitted). Abatement of VOC vapors was handled via a thermal oxidizer (TO), which was based on a recuperative system with a 35% heat recovery and the following operational parameters: process air flow of 30,000 SCFM; process temperature of 200

Total Cost of Ownership
One advantage of the TCO tool is the ability to make real-time changes to the input parameters. In the following example, the analysis was scaled to reflect the application and curing of 100m2 of PSA onto the web. In this example, the benefits of the UV-cured acResin were demonstrated in reduced energy costs and higher line speeds, which resulted in lower manufacturing costs and increased annual production. The total cost of using the three adhesive technologies was assessed under the conditions of the base case, and included costs for materials, manufacturing, waste, energy, and EHS programs. The results, shown in Table 2, demonstrate that the acResin adhesive has the lowest total cost of ownership, with a 50% cost savings when compared to the dispersion adhesive, and a 30% savings compared to the solventborne adhesive. Energy was a significant differentiator in the cost model. The results show that the acResin process uses more electricity than the other two processes during adhesive preparation, coating, curing and finishing; however, natural gas consumption for the solvent and dispersion during drying and solvent incineration results in higher overall costs for those two technologies. The benefit of the UV-cured acResin is elimination of natural gas consumption for VOC vapor abatement via a thermal oxidizer, which reduces energy consumption by 99% when compared to the dispersion-based adhesive while simultaneously doubling production.Even though the price per kg as supplied for the acResin adhesive was higher than the solvent or dispersion technologies, the total material cost per 100 m2 of coated web is similar (within 4%) due to higher solids content. The cost for silconized paper and OPP film was the same for all three adhesives. Analysis of manufacturing costs and waste costs showed that the acResin adhesive had lower ownership costs. Labor and operation and maintenance costs were lower due to the faster line speed that results in a higher annual production (m2/yr) and a subsequent lower cost per (100 m2). The acResin process has a line speed of 200 m/min, which produces 20% more coated web annually compared to the solvent process, and 100% more than the dispersion process. The waste costs for the solvent and dispersion adhesives were higher, when compared to the acResin, due to disposal of solvents and wastewater treatment for the dispersion adhesive. Overall, the solvent and dispersion processes are 30% and 50% more expensive than the acResin process, respectively.

Environmental Impacts
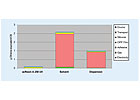
Figure 2 shows the relative environmental impact of the PSA in six environmental categories. The most significant differences occur in emissions, energy and resource consumption, land use, and risk potential. The overall health effect potentials for the PSAs are similar.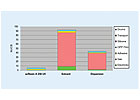


Conclusion
Environmental concerns are a growing force in business, and the PSA business is no exception. In order to stay competitive, products have to fare well both economically and environmentally. BASF performed an extensive investigation into the PSA business through an eco-efficiency analysis. The analysis revealed that UV-curable PSAs are the best alternative in that they are the lowest cost, have the least environmental footprint and are the best situated to handle stricter air regulations. When the analysis is conducted at higher coating weights typical for PSA tapes (80 g/m2, for example), the acResin products have an even greater positive picture. Having completed the study, BASF has begun marketing the product with a strong emphasis on the low environmental impact, and the company continues to research new products and improvements to its patented class of UV-curable PSAs.For more information, visit BASF Corp. at BASF Corp.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



