The Evils of Entrapped Air
Air trapped in convenience cartridge packs can compromise adhesive performance.

 Anyone who is familiar with repackaging reactive chemicals, particularly those who use these materials in small convenience packs, will know the damaging effects entrapped air can have on the contents. Product separation, outgassing and premature hardening of the product are but a few common problems.
Anyone who is familiar with repackaging reactive chemicals, particularly those who use these materials in small convenience packs, will know the damaging effects entrapped air can have on the contents. Product separation, outgassing and premature hardening of the product are but a few common problems.
In the case of two-component convenience cartridge packs, however, air poses an additional risk in the form of off-ratio dispensing. (Figure 1 shows an X-ray of a filled two-component cartridge that contains entrapped air.) Because air is highly compressible and most fluids are much less so, an air pocket trapped in a cartridge chamber can lead to a “time-lag” between the start of the pumping stroke and the point when material emerges from the cartridge. This is the result of the entrapped air being compressed before the fluid begins to flow.
 If this same time-lag is not present in the other fluid component as well, the so-called “lead-lag” effect occurs, where a dispensed two-component bead starts rich in one component and finishes rich in the other. In other words, the two-component mixture will be “off-ratio” at two points along the length of the bead-one at the start of the pumping stroke and one at the end of the pumping stroke.
If this same time-lag is not present in the other fluid component as well, the so-called “lead-lag” effect occurs, where a dispensed two-component bead starts rich in one component and finishes rich in the other. In other words, the two-component mixture will be “off-ratio” at two points along the length of the bead-one at the start of the pumping stroke and one at the end of the pumping stroke.
With two-component adhesives, an off-ratio mix can lead to a soft spot in a bead (the material doesn’t harden at that point at all); the adhesive having incorrect mechanical properties (even if the material does eventually harden); or the formation of gas bubbles in the bead. The latter case happens with polyurethanes when there is excess (un-reacted) isocyanate hardener present in the bead at the affected point. Air can also simply make its way out of the cartridge and lead to a void in the bead.

Over the years, various design features have been built into pistons to facilitate this, with varying degrees of success. A typical method has been to use a piston with a button-like valve built into its back. As the piston is pushed in to a particular depth, the air between the piston and the fluid escapes through the valve, after which the valve is closed in a secondary operation. This approach has two major disadvantages:
An alternative to bleed valves or shims is to simply use a piston with a small bleed hole that is then welded shut with a hot iron. The concern with this method is the danger involved in using a hot iron around potentially flammable liquids, along with a lack of effectiveness if there is any fluid around the bleed hole. Some of the problems described above can be alleviated by having the entrapped air bleed around the circumference of the piston, rather than the center.
As shown in Figure 3, as the piston is inserted, the open valve allows any air between the surface of the material and the face of the piston to escape through a bleed port (A). When the front face (B) of the piston meets the surface of the fluid, the resultant pressure causes the valve (C) to close automatically at the exact moment that the air gap (D) between the fluid and piston has been eliminated.
The AF piston has been shown to work well on fluids with viscosities as low as 1000 mpas, with no upper limit to the viscosity. This covers a large percentage of the viscosity range found with two-component adhesives and sealants.

The neck area of the cartridge, however, typically contains air that must be evacuated in some way. A cartridge with internal air bleeds, such as the u-TAH™ Universal Cartridge from Nordson EFD, can overcome this problem by allowing any air caught in the cartridge neck to vent when the adhesive starts to enter the cartridge at the start of the fill (see Figure 4).
For additional details, contact the author at (49) 7141-688 9911 or veigel@lohnpack.info. For more information regarding Nordson EFD, call (800) 556-3484 or (401) 431-7000, or visit www.nordsonefd.com.
Color changes in a mixed bead due to the “lead-lag” effect.
Figure 1. X-Ray of a Filled Two-Component Cartridge with Entrapped Air
In the case of two-component convenience cartridge packs, however, air poses an additional risk in the form of off-ratio dispensing. (Figure 1 shows an X-ray of a filled two-component cartridge that contains entrapped air.) Because air is highly compressible and most fluids are much less so, an air pocket trapped in a cartridge chamber can lead to a “time-lag” between the start of the pumping stroke and the point when material emerges from the cartridge. This is the result of the entrapped air being compressed before the fluid begins to flow.
A trapped air bubble from inside the cartridge has made its way out into the mixed bead.
With two-component adhesives, an off-ratio mix can lead to a soft spot in a bead (the material doesn’t harden at that point at all); the adhesive having incorrect mechanical properties (even if the material does eventually harden); or the formation of gas bubbles in the bead. The latter case happens with polyurethanes when there is excess (un-reacted) isocyanate hardener present in the bead at the affected point. Air can also simply make its way out of the cartridge and lead to a void in the bead.
Figure 2. Areas of Possible Entrapment
Sources of Trapped Air
Air often makes its way into the cartridge because it was already present in the bulk material before filling; it can also be introduced during the piston insertion process (see Figure 2). Most side-by-side, two-component cartridges are filled from the back, after which a piston seal is inserted into each chamber. To avoid problems, it is necessary to remove the air caught between the upper surface of the fluid and the face of the piston as it is inserted.Over the years, various design features have been built into pistons to facilitate this, with varying degrees of success. A typical method has been to use a piston with a button-like valve built into its back. As the piston is pushed in to a particular depth, the air between the piston and the fluid escapes through the valve, after which the valve is closed in a secondary operation. This approach has two major disadvantages:
- The air is bled via a center hole through the front face of the piston. If the fluid level in the cartridge is not flat (which is seldom the case), this hole can easily become blocked with fluid during the insertion process.
- Either the operator must judge when to close the valve or a machine must be built to try to sense when the piston contacts the fluid. Neither method is very accurate-the valve is either closed too early (leaving air entrapped) or too late (allowing some of the adhesive to escape before the valve closes).
An alternative to bleed valves or shims is to simply use a piston with a small bleed hole that is then welded shut with a hot iron. The concern with this method is the danger involved in using a hot iron around potentially flammable liquids, along with a lack of effectiveness if there is any fluid around the bleed hole. Some of the problems described above can be alleviated by having the entrapped air bleed around the circumference of the piston, rather than the center.
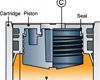
Figure 3. AF Piston in Opened and Closed Positions
An Effective Alternative
A more effective solution is the new AF piston from Nordson EFD, which automatically closes itself without the need for a secondary operation by an operator or machine. This piston uses a valve that is set in the open position when it is shipped to the customer.As shown in Figure 3, as the piston is inserted, the open valve allows any air between the surface of the material and the face of the piston to escape through a bleed port (A). When the front face (B) of the piston meets the surface of the fluid, the resultant pressure causes the valve (C) to close automatically at the exact moment that the air gap (D) between the fluid and piston has been eliminated.
The AF piston has been shown to work well on fluids with viscosities as low as 1000 mpas, with no upper limit to the viscosity. This covers a large percentage of the viscosity range found with two-component adhesives and sealants.
Figure 4. Cutaway View of u-TAH™ Universal Cartridge Before and During Filling
Tip Filling
Another approach that minimizes the chance of air entrapment is tip filling, where two-component cartridges are filled through the outlet or tip of the cartridge rather than the back. The advantage with this method is that a two-component cartridge can be pre-assembled, with the pistons pre-inserted prior to filling. If the pistons are plunged fully forward, the problem of air being introduced during post-fill piston insertion is reduced.The neck area of the cartridge, however, typically contains air that must be evacuated in some way. A cartridge with internal air bleeds, such as the u-TAH™ Universal Cartridge from Nordson EFD, can overcome this problem by allowing any air caught in the cartridge neck to vent when the adhesive starts to enter the cartridge at the start of the fill (see Figure 4).
Summary
Reducing the amount of air trapped in a filled two-component cartridge directly improves the performance of the mixed product. The type and choice of piston seal, filling methodology (through the back or front of the cartridge), and basic design of the cartridge itself all play an important role in purging air during the filling process.For additional details, contact the author at (49) 7141-688 9911 or veigel@lohnpack.info. For more information regarding Nordson EFD, call (800) 556-3484 or (401) 431-7000, or visit www.nordsonefd.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



