Selecting UV Spot-Curing Technology
UV spot curing offers a number of advantages over traditional adhesive assembly methods




UV spot-curing systems have been used in assembly and manufacturing processes for over 30 years. Historically, mercury arc lamps have been used as the curing source in a range of industrial applications and processes to polymerize adhesives. With their broad spectrum and high output, lamps have provided an effective solution for many years.
UV spot curing brought a number of advantages over traditional adhesive assembly methods, including two-part epoxies or thermal cure adhesives. The speed of UV curing helped to increase throughput for assembly processes. In addition, using light rather than heat for curing is well-suited for heat-sensitive plastic parts or electronic components to improve yields. Early applications included single-use medical devices such as catheters and syringes, along with electronic components such as hard disk drives and optical pick-ups.
More recently, amid growing interest, LED technology has advanced in both output power and available wavelengths to the point that it provides a valuable solution for UV spot curing. Early UV LED spot-curing systems were able to provide about 2 W/cm2 of irradiance, in limited spot sizes at 365 nm, matching the absorption spectrum of many commonly used photoinitiators in UV adhesives.
For companies developing a new assembly process, this provided a good opportunity to test out new curing technology. Where suitable, the new curing process could be developed specifically for an LED curing system, including selection of an appropriate adhesive and determination of required curing parameters. Compact camera modules for cell phones are an example where new processes were being developed to accommodate the tremendous growth for these parts as LED spot-curing systems were becoming viable. As a result, new assembly processes for compact camera modules were almost exclusively developed using LED spot-curing technology.
Benefits of LED Curing
The major benefits of using an LED curing system as opposed to a lamp-based curing system include:
• Lower running costs. In a well-designed LED system with proper thermal management, UV LEDs outperform mercury lamps with typical lifetimes of over 20,000 operational hours.When taking into consideration the instant on/off capabilities of LEDs in comparison to the “warm-up” time required by lamps, the usable duration of on-time LEDs is much more, thus further extending the operational lifetime.
• Low heat curing. The narrow bandwidth of LED light sources with no infrared energy reduces the amount of heat generated in the curing process, making them ideal when assembling heat-sensitive parts such as plastics or electronic components.
• Lower environmental impact. UV LEDs offer a number of environmental benefits, with no mercury content or ozone emissions being key factors. The energy savings that can be realized are also significant, as LEDs are far more efficient at converting electrical energy into optical energy resulting in significantly lower electrical power consumption as compared to arc lamps.
Today, over half of the UV spot-curing systems sold globally use LED technology, although many applications still exist where the traditional mercury arc lamp continues to be the most appropriate solution. Lamps systems provide significantly more optical power than the UV LED heads used in spot curing. A typical 200 W Hg lamp provides about 6 W of optical power, compared to a 365 nm LED that has about 1 W of optical power. LED systems use focusing lenses to provide the maximum irradiance in small spot sizes (2-6 mm) at specific working distances. The additional optical power in lamp systems allows for more flexibility to address larger spot sizes (up to 20 mm) with sufficient irradiance for curing.
Changing to an LED System
Due to the benefits and potential cost savings of using an LED spot-curing system, there is ongoing interest in changing an assembly process from a lamp-based spot-curing system to an LED spot-curing system. If a process is in place that already works, it is important to understand the effort required to replicate the assembly process with an LED system in order to calculate a return on investment for the time and cost required to qualify a new system.
In any curing process, it is important to be able to control the time, irradiance, spectrum of light and heat, as these will have a direct impact upon the final properties of the assembled parts. In most good quality spot-curing systems, the first three factors can be directly controlled; heat is a byproduct of the curing process, resulting from the combination of the first three factors and the substrates being joined.
When considering changing a process from using a lamp-based spot-curing system to an LED spot-curing system, the most important factor is the difference in spectral output between the two technologies. Today, LED spot-curing systems can provide irradiance up to 16 W/cm2, in small spot sizes, which is more than sufficient for most adhesive curing applications.
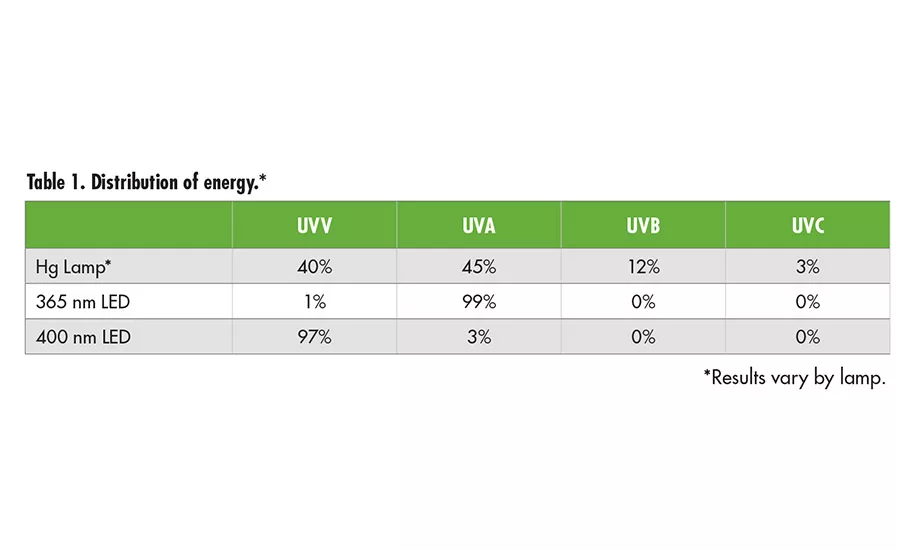
However, while the total irradiance may be equal to that used in the process with a lamp-based system, the distribution of the energy will be significantly different. Table 1 (p. 21) shows a typical distribution of energy for a mercury lamp, as well as for 365 nm and 400 nm LEDs. As the table shows, 5 W/cm2 from a lamp-based system is significantly different than 5 W/cm2 from an LED system.
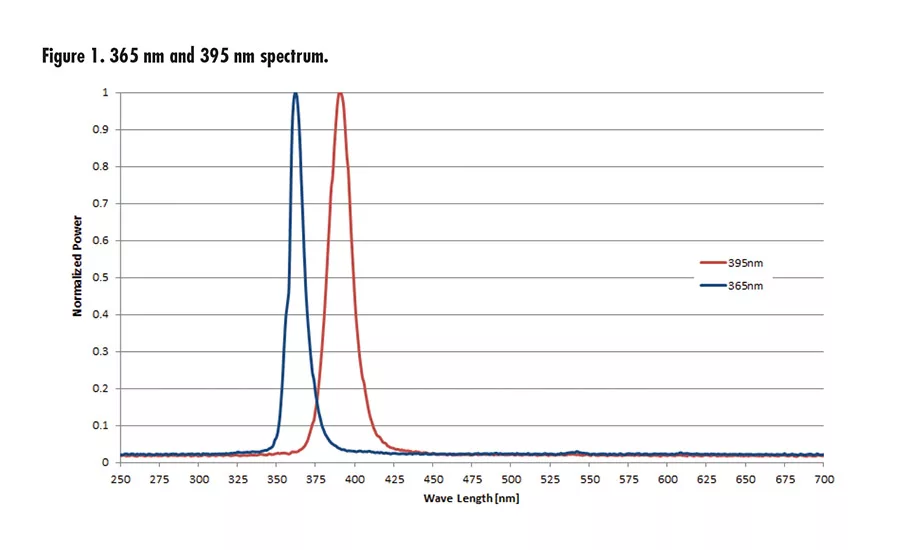
Due to the narrow spectral bandwidth of LED output, it is critical that the wavelength of the LED system matches the absorption spectra of the adhesive. A light-cured adhesive must receive a sufficient dose of the correct spectrum of light to be fully cured. If the spectral output of the LED does not match the spectral absorption of the adhesive, then regardless of the irradiance level or exposure time, the adhesive will not cure. Therefore, LED spot-curing systems are available in a number of different wavelengths such as 365, 385, 395 and 400 nm in order to accommodate various adhesive requirements. The broad spectrum provided by lamp-based systems (250-600 nm) makes it much easier for the curing system to provide energy at the appropriate wavelengths for the adhesive to cure.
The adhesive spec sheet will specify a spectrum of light required for curing, based upon the photoinitiators contained in the adhesive. Light outside of this will also affect other components of the adhesive as well as the substrate. It is the combined effect of the full spectrum of light on all components of the adhesive as well as the substrate, which results in final physical properties of the cured adhesive and assembled product.
Another benefit of the broad spectrum of lamp systems can be seen when using free radical adhesives that can be susceptible to curing with a “tacky” surface when exposed to air due to oxygen inhibition. One of the curing methods commonly used to overcome oxygen inhibition is to use short wave UVC (200-280 nm) energy, which does not penetrate the surface of the adhesive and promotes a hard surface finish. LEDs are not yet commercially viable in these wavelengths to provide the same benefit and would therefore rely on other methods such as using a nitrogen purge to eliminate the tacky surface.
Test to Be Sure
Due to the significant spectral differences between a lamp-based spot-curing system and an LED spot-curing system, it is not recommended to change curing technologies on an existing process without extensive testing to confirm the resulting parts will be equivalent. Many new and existing adhesives have been shown to achieve equal physical properties cured with an LED system compared to those cured with a lamp-based system. However, the curing process has been designed specifically for an LED spot-curing system.
Unfortunately, a number of adhesives have not been able to match the physical properties of curing with a lamp-based system as when an LED system is used. Testing of the process with the specific adhesive is the only way to confirm if the same physical properties can be achieved when switching from a lamp to an LED spot-curing system.
For more information, visit www.excelitas.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





