Enhanced Durability and Life Expectancy of Silane-Modified Polymer-Based Formulations
Silane-modified polymers (SMPs) are particularly suitable for formulating elastic adhesives, sealants, and coatings. How can additives help optimize performance?

Adhesives and sealants are part of our daily lives, although they are often invisible. They ensure that our food is packaged and promoted safely, that our houses are wind- and waterproof, and that our communication and mobility needs are served in safe and efficient ways. Thousands of everyday items, such as mobile phones, washing machines, personal hygiene products, shoes, clothing, building products, batteries, automobiles, rail cars, ships, and even airplanes, are nowadays only possible thanks to high-performance adhesives and sealants.
Silane-modified polymers (SMPs) are particularly suitable for formulating elastic adhesives, sealants, and coatings. These systems were first introduced in the late 1980s and are based on polymer backbone structures terminated with silyl groups. Market systems are mostly designed as 1-part (1-K) products that cure through a polycondensation reaction using moisture in the ambient air or substrate to harden. 2-K systems are less frequent but essential when bonding substrates such as metals, plastics, glass, or other non-porous materials. SMP-based systems emit small quantities of methanol or ethanol, depending on the silane used, and attain the typical strength of elastomeric material.
SMP-based adhesives, sealants, and coatings are gaining in popularity. They have shown stronger growth than competitive silicone or polyurethane chemistries for elastic systems over the past few years, and this trend is expected to continue.1 The main reasons behind this acceptance include their freedom from solvents and isocyanate, their versatility as regards to formulation, and the rising number of available raw materials.
The most important application areas for SMP-based systems include: the building, construction, and roofing industries; glass bonding in all types of vehicles; bonding of side panels in trailers and trucks; fixation of solar panels; and assembly operations. SMP-based products with long-term stability and durability also extend the lifetime of adhesively bonded, sealed, or coated goods. Optimized selection and use of additives are therefore of particular importance.
Formulations and Stabilization
Application areas, end-use performance, and specifications define the mechanical characteristics for the product. Experienced formulators can choose from a wide range of available materials and combine parameters such as polymer types (linear, branched), molecular weight, type and location of silane group, degree of functionality, degree of filler or pigmentation, degree of plasticization, rheology additives, adhesion promotors, moisture scavengers, and catalysts, as well as antioxidants and light stabilizers.2
Product literature supplied by SMP raw material manufacturers typically offers starting-point formulations that provide a certain set of mechanical attributes, such as tensile properties, hardness, and processing viscosity, for some application areas or compositions. Table 1 lists general quantity ranges of component categories for filled opaque and transparent systems.

When it comes to long-term protection against thermal or light-induced degradation, the composition and quantity of the antioxidant/light stabilizer package deserves special attention. Antioxidants (AOs) prevent thermally induced degradation of polymers during processing and under end-use conditions. They trap oxygen-centered radicals and stabilize or deactivate them, interrupting the auto-oxidation process.3
UV absorbers (UVAs) act as light filters and transform absorbed radiation energy into harmless heat. They are more efficient on thicker materials. In practice, this means that lower material layers are better protected than surfaces. Hindered amine light stabilizers (HALS) act on the oxygen-exposed surface of materials. In the presence of oxygen, peroxides, or hydroperoxides, HALS form nitroxyl radicals that trap carbon-centered alkyl radicals and convert them into inactive alcohol or ketone derivatives. The cyclic stabilization process of HALS provides exceptionally long-term protection and durability.4
How is the durability performance of SMP-based products influenced and affected by different stabilizer packages? An application project sheds light on the behavior of different stabilizing additive combinations.
Testing Methodology
Four different SMP-based test formulations (two filled and two transparent) were tested with various additive packages. Various types of AOs, UVAs, and HALS were applied in different ratios (add-on ranging from 1-2%), based on polymer content. In all, 15 additive packages were used to prepare 21 formulations.
The mixed systems were poured into 3-mm-thick sheets and fully cured over three weeks under ambient conditions. ISO 37 type 2 dumbbell specimens were cut and exposed in an Atlas Ci 4000 weatherometer in accordance with ASTM G155 Cycle 1 standard practice. This method specifies exposure to a 0.35W/m2*nm (at 340 nm) Xenon arc light, 102-min irradiation at 63°C black-panel temperature, followed by 18-min water spray under light exposure.
Samples were removed from the test chamber after 500, 1,000, 1,500, and 2,000 hrs and tested for color change and Shore A hardness. The specimen series that were fully intact after 2,000 hrs were further subjected to tensile strength testing in accordance with ISO 37:2017 (see Figure 1).
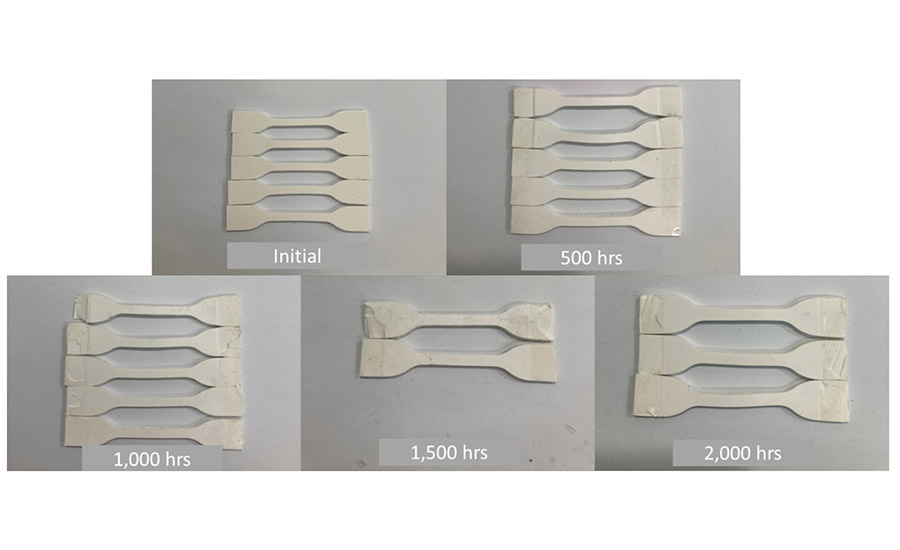
Figure 1. Opaque formulation samples at different stages of artificial weathering.
Results
Each color in Figure 2 represents a different base formulation that was modified with a stabilizer combination. The columns that retained the color right up to 2,000 hrs indicate that the samples remained intact for the full duration of the aging cycle.
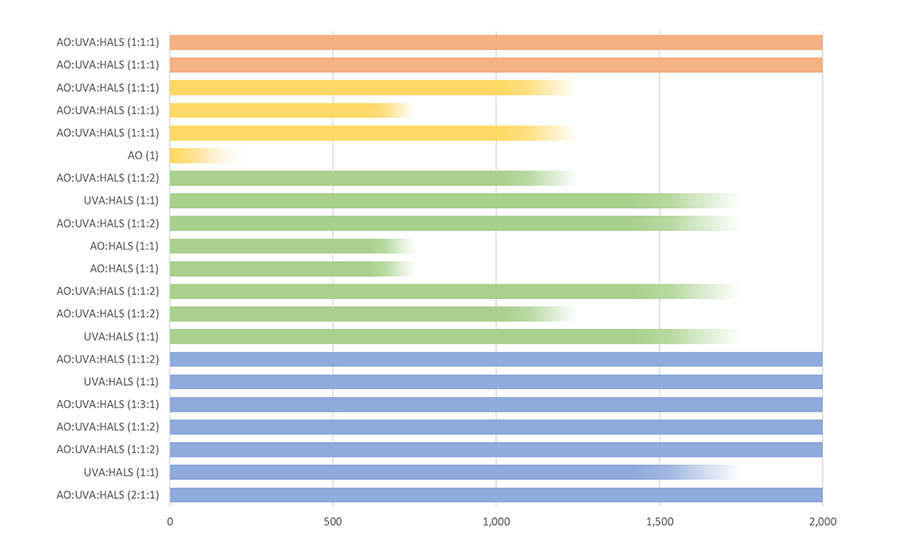
Figure 2. Failure point of specimens after ASTM G155 Cycle 1 weathering. Each color denotes a different base formulation.
The yellow and green formulations failed to complete the cycle: the lowest stabilizer add-on was 1% and the highest 1.6%, based on polymer content. An increase in additive content can also improve durability; however, optimization of the package appears the more practical solution. Most specimens that keep their integrity over the testing period contain AOs, UVAs, and HALS; only one composition achieved sufficient stabilization with just UVAs and HALS.
The red color-coded results are those obtained from a transparent SMP system, while the blue ones denote an opaque formulation. Figure 3 illustrates the relative change of tensile stress at 100% elongation vs. the initial value. Most systems reveal an increase at the first measuring point. The increase slows but remains above or on a par with the initial value. Only one additive package showed a distinct decrease (to 85%), as compared with the base value.
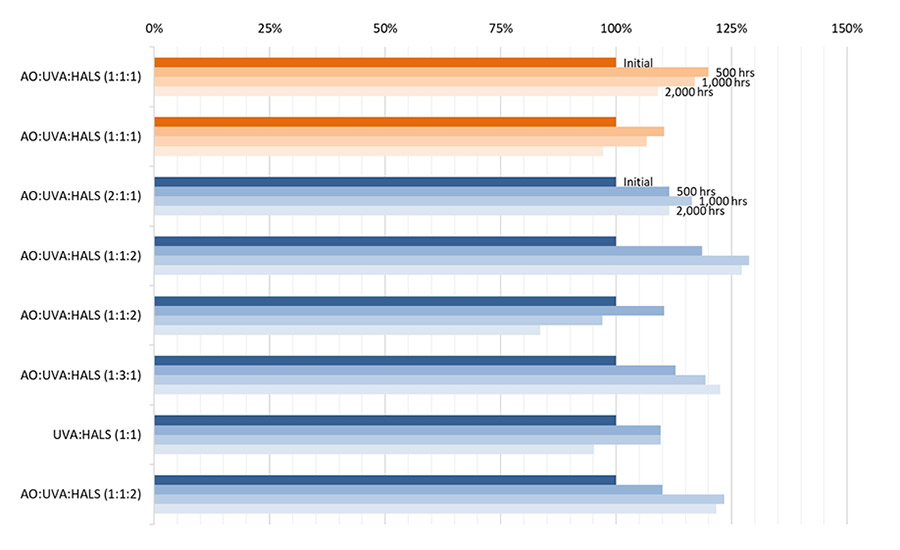
Figure 3. Relative change of tensile stress at 100% during exposure to artificial weathering, shown in decreasing color intensity.
Higher tensile strength is generally connected with an increase in product hardness. This is confirmed by the Shore A values in Figure 4. Here, too, the same stabilizer package reveals a significant reduction in Shore A values, while all the other packages demonstrate the contrary. An increase in tensile strength and hardness typically also indicates a reduction in the elasticity of a system. To achieve the best mechanical performance of the product during end use, therefore, it is important to balance these characteristics.

Figure 4. Shore A hardness development during exposure to artificial weathering, shown in decreasing color intensity.
In many applications, a color change of the coating, adhesive, or sealant is the first sign of degradation and alteration of properties. Filled and pigmented opaque systems are naturally less prone to yellowing and color change than transparent ones.
The results in Figure 5 show minimal ΔE values on the blue color-coded opaque specimens. Some of the specimens show a peak ΔE value at 1,500 hrs. The reason for this is not apparent and might need further investigation.
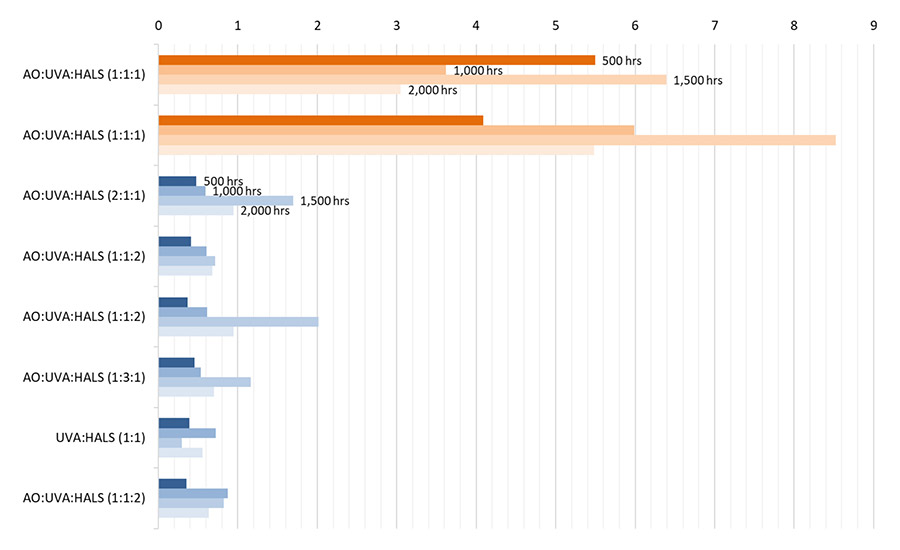
Figure 5. ΔE color change during exposure to artificial weathering, shown in decreasing color intensity.
The least discoloration (a ΔE of less than 0.8) was found with the package containing a particular UVA/HALS combination and no AO. The red color-coded transparent specimens showed distinct yellowing and high ΔE values over time. Improving this behavior is desirable for transparent cartridge packaging materials and for applications involving glass. In practice, some yellowing can be offset with slight blue tinting of the SMP product.
Summary, Conclusion, and Outlook
The results demonstrate that aging performance depends strongly on the SMP base formulation. Adapted stabilizer packages improve the longevity of properties to some extent but also indicate the need for newer solutions.
The study provides valuable insights into factors influencing the stabilization of SMP systems. These are key to addressing industry needs such as further increase of durability, improved processing, and regulatory aspects, as well as cost optimization in use vs. performance.
For more information, email coatings@songwon.com or visit www.songwon.com.
References
- “Elastic Adhesives & Sealant Market–Global Forecast to 2024,” MarketsandMarkets™, August 2019.
- “Silyl Terminated Polymers,” SpecialChem webinar, April 2020.
- B. Blickenstorfer, “How Do Stabilizers Improve Durability?,” Adhesives & Sealants Industry, April 2020.
- G. Wypych, Handbook of Degradation and Stabilization, 2nd Ed., ChemTec Publishing, 2015.
Note: Images courtesy of SONGWON.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






