The Importance of Uniform Light Delivery from UV Curing Systems
Beyond peak intensity and curing area, differences in uniformity can impact the delivered UV light dose and change the optimal setup for flood-curing systems.
These printed circuit boards are loaded side by side on a conveyor, using the full 12-in. width for curing.
When selecting a UV flood-curing system, it is relatively easy to compare the advertised curing area and the peak intensity of the different systems and assume that higher values mean higher light delivery. However, how often does the user consider the uniformity of the light emitted from the system? Uniformity is a measure of how close to peak intensity the emission is over the entire area to be cured, and it can vary greatly between different curing devices.
When curing a UV adhesive, the most important factor for successful cure tends to be total light dose. Total dose is defined as the irradiation time multiplied by the intensity. When selecting a flood-curing system, the user is typically looking for a level of intensity that can be delivered for a certain amount of time to achieve a full cure. The combination of time and intensity is determined by several factors, including what is required by the adhesive to achieve full cure and the available time in a process before the curing step becomes a bottleneck.
At its simplest, the user could compare two flood-curing systems by looking at the advertised peak intensity and curing area to assume a total irradiance delivered over a defined period of time. From that, the user could assume their process will deliver the appropriate dose. However, differences in uniformity can impact the dose delivered and change the optimal setup for that flood-curing system.
In many applications, such as medical device bonding, failure of the cured part is not an option in the field. Parts must work safely and dependably due to the critical end-use applications of the final products, such as in vaccine administration and endoscopic procedures. For this reason, parts go through extensive testing to ensure quality and reliability.
While reliability is paramount, time is often an important secondary consideration when setting up a curing process. Engineers and operators who create and perform these processes must carefully consider the design of their system to balance certainty of proper curing while also arranging it so that the curing step does not slow down the rest of the operation.
Optimized Curing
Most manufacturers will advertise a curing area and a peak intensity for a given flood-curing device. However, that peak intensity is often only delivered in a small circle in the center of the curing area. It is typical for intensity to fall off considerably toward the edges of the curing area and even more significantly in the corners. That difference only increases as the distance from the lamp is increased.
Figures 1 and 2 show the uniformity profiles of two different LED flood-curing emitters. These two emitters have the same curing area and rated intensity. Looking at just the lines on a data sheet, one might conclude that these perform in the same way.
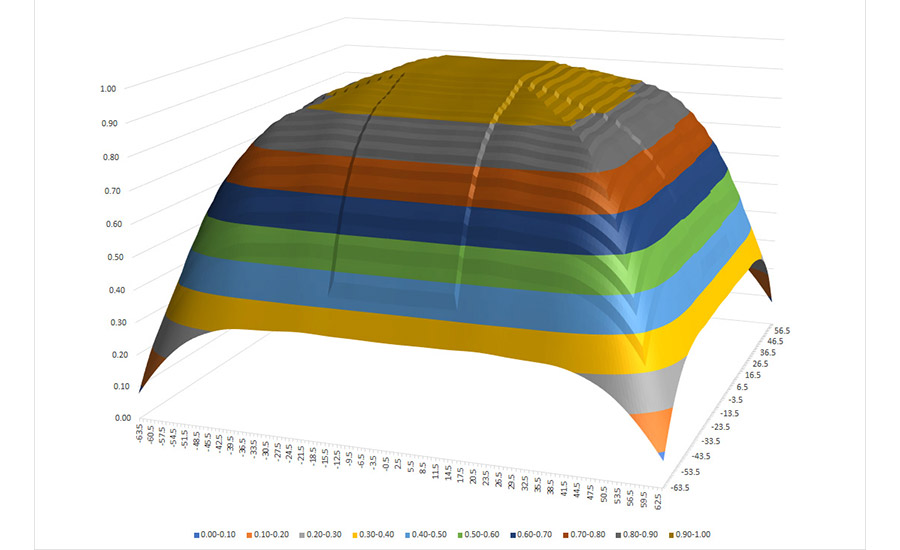 Figure 1. 5 x 5-in. LED flood emitter 1.
Figure 1. 5 x 5-in. LED flood emitter 1.
While the peak intensity in the center is similar for both, the intensity drops off below 50% of that peak in LED flood emitter 1; LED flood emitter 2 exhibits a drop of less than 10% (see Figure 2). This difference can have a few implications for the user’s process.
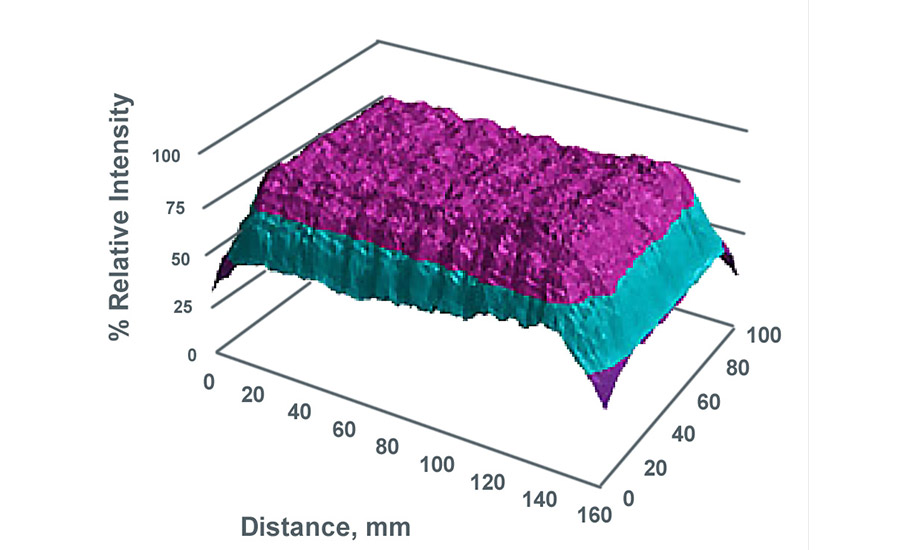 Figure 2. 5 x 5-in. LED flood emitter 2.
Figure 2. 5 x 5-in. LED flood emitter 2.
Consider the case of a printed circuit board where multiple regions have a light-curable coating being applied to it. This hypothetical board is nearly as large as the curing area of the flood and has coating applied across its entire width. In this case, LED flood emitter 1 is going to deliver less than half the intensity of its advertised peak to the coating applied toward the edges of the PC board.
As previously stated, the total dose is the irradiation time multiplied by the intensity. To achieve the right total dose, LED flood emitter 1 would have to double its time exposing light to the board to achieve the dose implied by the peak intensity value that is advertised.
LED flood emitter 2, on the other hand, only has a small drop-off of intensity toward the edges and therefore needs only a minor increase to the exposure time. In addition, the areas in the center of the board will receive a significantly higher dose. While the risk of over-cure of light-curable materials tends to be much lower than that of under-curing, there is still potential for adding excess heat and curing time to the substrate.
In addition, the flood-curing system with the more even uniformity profile can have its usage better optimized. To achieve a full cure on the edges, LED flood emitter 1 will have to be run much closer to its maximum output just to get the minimum irradiance to the edges. LED flood emitter 2 allows the user the option of running the flood-curing system at a lower setting, which applies less stress to the hardware. In LED systems, it can extend the life of an LED considerably past the typically advertised lifetime.
Alternately, the user can increase the intensity to reduce the time under cure. This speeds up the curing process, increasing throughput. Cutting the curing time in half can double the output of an assembly line, allowing finished components to be created much faster, with no drop in quality or reliability.
The curing system with better uniformity can also reduce the effort needed to establish a process and maintain process control. In any process, it is extremely important to verify the intensity delivered using a radiometer. Users who have based their process on the peak intensity delivered in the center of a flood with poor uniformity must measure intensity more frequently and in more points around the entire curing area to confirm that adequate intensity is delivered to the curing process.
The poor uniformity also reduces the available safety factor between what the curing system can deliver and what is essential to achieve a full cure. As intensity output from the light source degrades with use, this can jeopardize the process. The user will be required to perform more frequent process tuning or install fresh equipment earlier. A system with better uniformity can reduce the effort devoted to process control by decreasing the number of measurement points, providing greater margin against degradation and allowing the equipment to be used longer.
Multiple Curing Devices
Consider the case of a light-curing conveyor with multiple, side-by-side flood lamps. In this situation, throughput speed is often the most critical factor, along with a reliable process.
Figures 3 and 4 illustrate how the impact of uniformity is magnified when multiple curing devices, such as two flood lamps, are used together. Once installed on the conveyor, LED flood emitter 1 provides solid peak intensity in the center of its curing area, but there is a visible trough between the two emitters where the intensity is lower. The drop-off is significant, at nearly 25% from the peak intensity in the center.
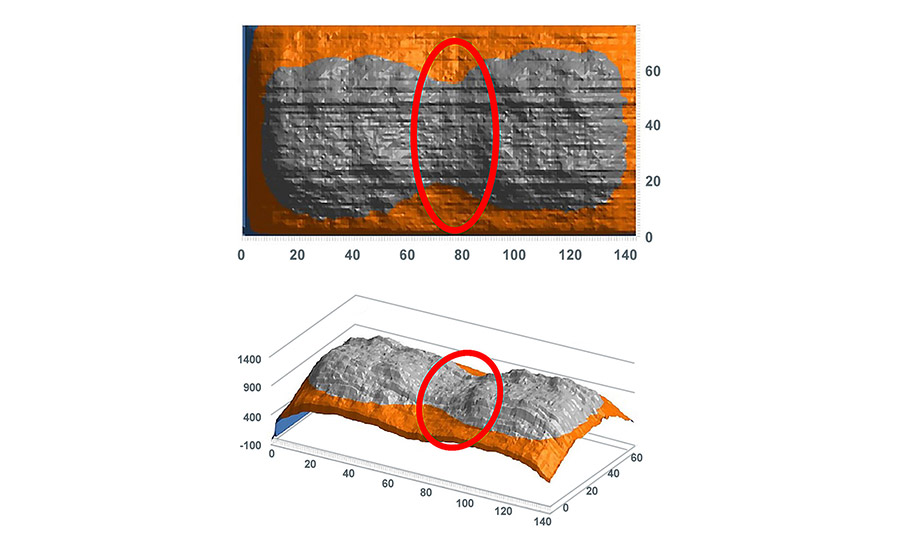 Figure 3. Uniformity profile of LED flood 1 in a two-emitter side-by-side arrangement. The circled areas show the reduction in intensity in the center of the arrangement.
Figure 3. Uniformity profile of LED flood 1 in a two-emitter side-by-side arrangement. The circled areas show the reduction in intensity in the center of the arrangement.
Meanwhile, users often design their curing process to either center their part on the conveyor or to use the full width of the conveyor. The unfortunate implication is that the part may only receive its full dose in two bands off the center of the curing area.
As noted earlier, the user must now run their flood-curing system at higher intensities to ensure that the center section receives the appropriate dose, while at the same time adding stress on the equipment. Alternatively, they may decrease the conveying speed to increase the time under exposure. This route ensures that the correct dose is received, though at the expense of increased cycle time.
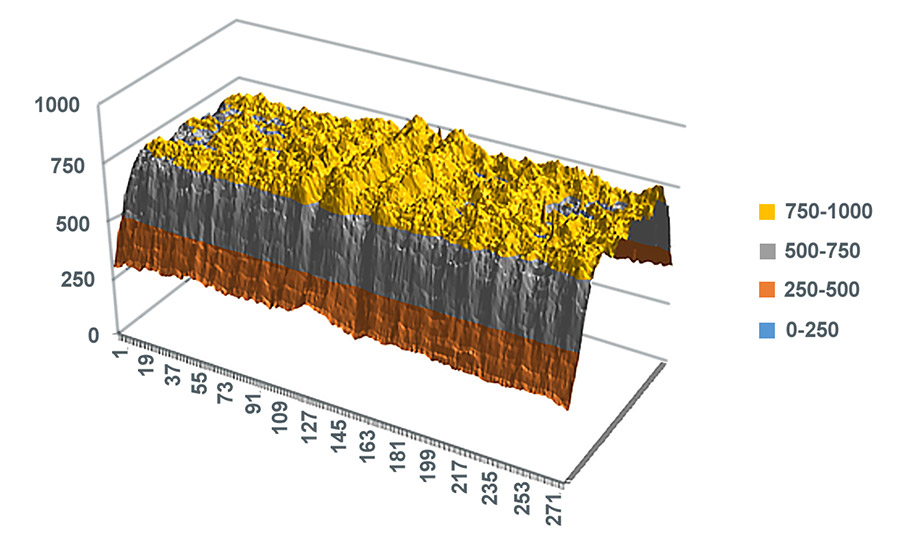 Figure 4. Uniformity profile of LED flood 2 in a two-emitter side-by-side arrangement. The superior uniformity ensures no drop in the edge area.
Figure 4. Uniformity profile of LED flood 2 in a two-emitter side-by-side arrangement. The superior uniformity ensures no drop in the edge area.
On the other hand, LED flood emitter 2 has much better uniformity and does not have the trough in the middle of its side-by-side arrangement (see Figure 4). Thus, the user can optimize the process by using lower intensity settings or increasing the conveyor speed. The user now benefits from either increased product throughput or the long-term viability of the equipment.
Long-Term Monetary Advantages
By considering uniformity of light delivery, engineers, operators, and ultimately users can gain an advantage in their overall curing process. This can lead to cost savings from a decrease in scrap due to poor quality or increased revenue from delivering more products faster. Although it is not always easily apparent from the simple specifications on a flood-curing device data sheet, users should consider the dose delivered to all areas of the part they are trying to cure and study the profile of the equipment they are selecting.
For more information, contact the author at jtomei@dymax.com or visit https://dymax.com.
Note: Images courtesy of Dymax.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



