Understanding High-Viscosity Mixing
Turbulent Flow
When a turbine-type mixer creates turbulence in the lower viscosity ranges (less than 5,000 centipoise), the resulting flow is chaotic. The face of the rotating blade generates significant motion, both axially and radially, typically to distances of two to 10 blade diameters.The lower the viscosity, the more turbulent and extended the flow. This flow is usually described in terms of intensity by measuring the fluctuating velocity relative to the mean velocity. In rare cases where the root-mean-square fluctuating velocities are equal, a condition known as isotropic turbulence exists. But this type of turbulence is generally irrotational (i.e., lacking in rotation or vorticity).
Turbulence can be further described in terms of a Reynolds number, a dimensionless value computed from the flow velocity, density and viscosity of the fluid. Reynolds numbers have been used for many years to delineate the boundary between turbulent flow and stable laminar flow.
The degree of turbulence determines the size of the eddy currents formed. Typically, turbulent flow may fall in a range of Reynolds numbers from 1,000 to 100,000 or more, depending on the impeller type. Impeller power numbers are typically compared in the turbulent range. A Reynolds number of 100,000 has been used as the baseline to compute power numbers for all impellers. Additionally, how the substance is mixed can affect whether there is isotropic or chaotic turbulence.
For the purposes of this discussion, a Reynolds number of 2,100 will be considered the boundary between laminar and turbulent flow. As the Reynolds number grows above 2,100, mixing intensifies. Conversely, as the Reynolds number drops below 2,100, mixing becomes less intense and more streamlined, and overall flow becomes more viscous. A key point to remember is that intensity alone does not characterize turbulent motion.
In turbulent flow, the fluid velocity at one point is often related to a point in adjacent eddies, which vary in size with the type of turbulence. With no definitive boundary between eddies, these flows merge gradually into one other, forming new eddies and perpetuating chaotic turbulence. All this generally means excellent mixing and rapid uniformity, but again, under turbulent-flow conditions.
Switching to Viscous Flow
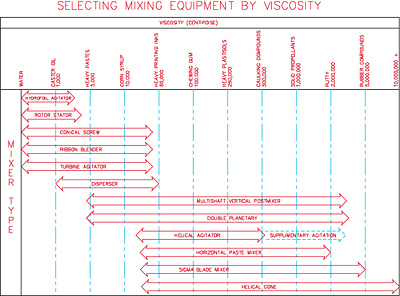
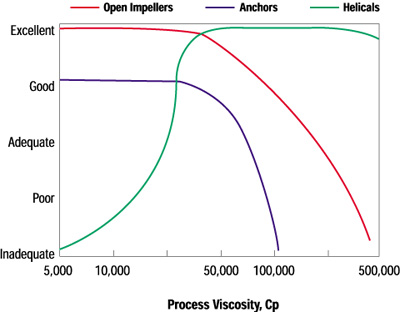
How then does one go about solving the problem of rapid mixing under viscous-flow conditions? And what insight does this provide that may help in selecting the proper high-viscosity mixer for a particular application?One of the fascinating aspects of high-viscosity mixing is that the mixer must accurately and intensely move the product. Figures 1 and 2 provide some general guidelines of which mixer types are usually used for various fluids and mixtures. But there is more to designing a proper high-viscosity mixing system.
First of all, viscous mixing systems should use laminar impellers, not turbulent impellers. Figure 3 shows various impeller-design configurations. Laminar impellers generally fill the entire mixing tank. In the viscous range, the formation of eddy currents is limited. The mix tends to flow primarily in streamlines and stops flowing a short distance from the blade; there is very little turbulent flow to promote mixing. Accordingly, the high energy levels imparted by the mixing blade dissipate within a very short distance, resulting in localized heat build-up and poor heat exchange. A low Reynolds number and a low velocity differential between streamlines further confirm this.
With this in mind, here are a few pointers to help select the best viscous mixer for a given purpose. Consider the following questions:
What Are You Trying to Achieve?
Uniformly blending two or more ingredients is usually the reason for mixing. That uniformity (or lack thereof) can affect the reaction, stability, durability, performance and other parameters of the resultant product. That being said, consider the major factors in how uniformity is achieved and the consequences of achieving it. Some of these factors include both the times and techniques of loading, mixing, cleaning, discharge, maintenance downtime, power consumption and mixer design (including vacuum, pressure and temperature control). Remember to carefully review the effectiveness of the whole mixing system, not just the performance of the mixer.What is the Rheological Behavior of the Product?
Newtonian fluids have low, constant viscosity. Non-Newtonian fluids typically have viscosities above 500 centipoise. Here are the characteristics of three types of non-Newtonian fluids you are likely to encounter. •- In time-dependent systems, thixotropic products decrease in viscosity and rheopectic products increase in viscosity at constant shear rates. •
- In time-independent systems, pseudoplastic products decrease in viscosity with increasing shear and dilatant products increase in viscosity with increasing shear. Bingham plastic fluids, the simplest of all, require a minimum shear stress before any flow will occur. Examples include water suspensions of rock, grain or sewer sludge. •
- Viscoelastic fluids exhibit elastic recovery from deformations caused by the flow of a mixer blade. Polymeric fluids are the largest group in this class and may display the Weissenberg Effect, in which the fluid climbs up the shaft rotating in the fluid.
Focusing on which of these characteristics fit your product profile, what conditions they create and how that may affect the mixing process can help you select the appropriate mixer.
Is Shear Beneficial or Deleterious?
Shear usually occurs at low Reynolds numbers. It is a phenomenon that occurs because of the differing velocities of the various streamlines. Heat is typically a by-product of the stress created between particles. This stress tends to tear the particles apart, a condition typically associated with viscous flow. Shear is helpful in deagglomeration, but it can be detrimental when attempting to sustain particle size during mixing.What Are the Temperature Boundaries?
When the temperature must be maintained within a certain range, additional equipment may be needed to heat or cool the system. In demanding cases, this may include computer-controlled devices that act on command to control heat exchange. Each of these devices will have additional capital, installation, operating and maintenance costs.What Are the Economic Boundaries?
There are times when the most effective mixing system (the “dream system”) may not be the most economical. A system’s projected profitability and length of time the product may be in demand must be matched against not only the capital and operating costs of the system, but also the anticipated start-up time required with such a system. Additionally, alternative use and resale value of the equipment should be considered.How Do You Select a Mixing System?
Take, for example, a product that has 100-micron aggregates with an oil demand high enough to cause a viscosity rise from 500 centipoise of the starting liquid ingredient to 30,000 centipoise of the finished product. Additionally, the aggregate particles range in size from 50 to 200 microns. They are shear-sensitive, and reducing the particle size below 50 microns is undesirable. Temperature must be maintained at 100°F±5°F. Air entrapment is undesirable and must be avoided.The mixer will be dedicated to only this product, which is water-soluble. The machine will need to be thoroughly cleaned weekly. Sales estimates project a production requirement of 1,000 liters per day for six months, then 2,000 liters per day for the next six months and 4,000 liters per day thereafter for the next 12 months.
Accounting has determined that a two-year payback on the installation is the minimum acceptable return. The profit margin has been set at $1/liter, including raw materials, labor and overhead, but excluding the cost of the equipment and its installation. Electricity is covered in the overhead.
Does This Sound Confusing Enough?
As you gather information, begin to research the process. Review advertisements in trade publications and commercial registers. Talk to the technical sales representatives of mixer manufacturers. Ask them to conduct preliminary tests at their labs and provide referrals from their customers. Determine the types of systems currently being used for the same or similar processes. Try to find out what type of process your competitors are using and why. Read books on mixing to improve your familiarity with the technical jargon. Hire an expert to represent you during the selection process. Professors from the engineering departments of universities are sometimes available to do studies and offer recommendations.
Some Points to Consider
In the most general of terms, here are some parameters you may recognize and may need to consider during the selection of batch-type high-viscosity mixers:1. High-viscosity mixers of the rotational type tend to operate at low speeds (at blade-tip speeds from 200 to 800 ft/min).
2. Shear can be produced by the simple motion of the blade passing through the product. It is affected by product viscosity, blade width, blade speed, blade design, the number of blades, the proximity of the blade to the tank wall and the proximity of the blades to one another.
3. In Newtonian systems (where the shear rate is linearly related to shear stress), shear is a direct function of speed and has no effect on viscosity.
4. In non-Newtonian systems, shear decreases the viscosity of pseudoplastics and increases the viscosity of dilatant materials. The viscosity of thixotropic and rheopectic materials is affected by time as shear is held constant. The particle structure itself may also change with constant shear; shear stress and viscosity decrease in thixotropic products, while they increase in rheopectic materials.
5. Power demand and shear tend to increase as viscosity increases and drop as the clearance between the mixing blades and the tank shell increases.
6. Horizontal mixers, such as the one shown in Figure 4, can provide excellent mixing if, in addition to proper blade geometry, the product rheology and viscosity permit a tumbling motion within the mixing chamber. Alternately, if the product will not tumble and tends to rotate with the blade, double-arm Z-type blades will force compounding and extrusion action, but at a considerably higher price.
7. A vertical mixer provides excellent mixing if the product is moved by the blade(s) in such a manner as to create eddies that are mechanically forced into adjacent eddies or waves as either the batch rotates through the blades or the blades rotate through the batch. Figure 5 shows several examples.
8. Many horizontal and vertical mixers are available with high-speed chopper or saw-tooth-style dispersion blades in addition to the more common slow-speed, high-torque, mass-motion blades. The high-speed blade (with tip speeds from 2,000 to 5,000 ft/min) will generate much higher shear than the low-speed blade alone. The problem again, however, is that the high-speed blade generates flow only a very limited distance within viscous materials. Therefore, a low-speed blade(s) is usually needed to feed the product into the high-speed blade to help improve mixture homogeneity, and minimize the tendency to generate zones of poor mixing and high temperature. This is especially critical in applications where batch viscosity is low at the beginning and builds, or when hard-to-dissolve solids require continuous chopping to expose more surface area to the liquid.
9. Augers improve axial batch movement in vertical mixers. But much of their vertical efficiency can be lost if they are not operated within a tubular shell. Many are not because shell enclosures are generally difficult to clean.
10. Open helical blades work well in a horizontal plane when the discharge loss off the rotating tips creates a vertical tumbling action beneficial to mixing. This helps promote axial mixing, particularly important when mixing viscoelastic fluids, which naturally exhibit mostly tangential motion.
11. Open helical blades operating in a vertical plane are more effective when used in conjunction with supplementary agitation within the spiral or by raising and lowering the blade. Without this supplementary agitation, stationary toroidal vortices are often created. These standing vortices and subsequent axial flow through the vortex reduce the area available for fluid flow and, therefore, lower pumping capacities and increase the required batch mixing. An inner flight improves the performance in non-Newtonian fluids, but not in Newtonian fluids. Holding horsepower and peripheral speed constant, the greater the number of turns within 360 degrees, the lower vertical velocity/turnover per revolution. Additionally, the width of the spiral is as important as its number of turns. Wider blades pump more and demand more horsepower. However, in highly viscoelastic fluids, the maximum tangential velocity occurs at a ratio of 0.7 to 0.8 of the blade radius to the tank radius.
12. The heat-transfer coefficient is doubled when scrapers are added to an anchor blade or helical blades. Several configurations are shown in Figure 6. But the horsepower requirements also double. Additionally, some products must be constantly swept from the tank wall to maintain homogeneous mixing.
13. In shear-thinning fluids, a typical axial-flow impeller can equal the blending capability of a vertical helical blade but requires about four times the horsepower.
14. For those products that can be made to flow and benefit from high shear, supplementary high-speed blades can improve mixing quality as well as decrease the time required to reach the required level of mixing.
15. Multishaft mixers typically employ a high-speed shaft and a low-speed shaft. Adding a third, intermediate-speed shaft (using a gate-type agitator) may intensify the mixing.
16. Incorporating a centered high-speed shaft and blades with an orbiting anchor-type sweep on concentric or coaxial mixers (see middle illustration in Figure 6) enables them to use larger-diameter high-shear blades (when compared to eccentrically mounted high-speed shafts). Larger-diameter saw blades do more work and require more horsepower.
17. Lastly, keep these three objectives in mind for good economical mixing: low power input, rapid distribution of the input power, and good contact and flow among the phases. All of these relate to the flow characteristics of the mix. Remember also that good mixing and high horsepower consumption are not necessarily related. Poor design can waste power.
Use Technology to Your Advantage
Due to today’s environmental and safety concerns, demand for closed-loop-process systems has increased substantially. For most mixing and milling operations, the technology now exists to meet these needs and improve quality, productivity and durability. Computer-controlled systems provide accurate weights and measures, and on-line, continuous monitoring of batch conditions including temperature, viscosity, vacuum and pressure. The result: mixing systems can be designed to produce exacting results safely and profitably. Some systems can even clean themselves and recycle the waste.Unquestionably, these advanced systems have higher capital outlays. But when you stop to consider all the financial aspects – including the cost of insurance to cover spills, workman’s compensation and spoiled batches – the higher initial costs may be easily justified by the avoidance of future liability and litigation costs.
There is no one mixer that can satisfy all mixing needs. While viscous mixing is not simple, it can be made easier by understanding the basics of mixing, asking the right questions and applying scientifically confirmed test results.
Additional information on Hockmeyer high-viscosity mixers is available from Hockmeyer Equipment Corp., 610 Worthington Ave., Harrison, NJ 07029; phone: 973-482-0225, fax: 973-484-6114,e-mail: hecsales@aol.com, or visit the Web site: www.hockmeyer.com.
This article is based in part on a presentation made by Herman Hockmeyer at the Fall 1997 Adhesives and Sealants Council meeting.
Links
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






