Dispensing System Alternatives For Two-Part Adhesives

The processing constraints for each adhesive technology must be addressed when selecting dispense methods. Mixing can be messy if the proper equipment is not used, resulting in cure speeds that are too fast or too slow, uncured adhesive, and/or inferior adhesive performance once cured. Fortunately, equipment technology advancements now provide adhesive users with options to ensure a controlled mixing and dispensing process on their assembly lines.

Two-Part Adhesive Technologies
All two-part adhesives are different, therefore understanding adhesive formulation will assist in dispense system selection. The adhesive technology will often influence variables such as product reactivity, adhesive volume, moisture sensitivity, feed packages and temperature requirements.Epoxies bond very well to a variety of substrates and typically offer excellent cohesive/tensile strength, very good chemical resistance, and good heat resistance. These adhesives can also fill large volumes and gaps. Epoxies can be highly filled and highly viscous, resulting in filler settling and/or difficult dispensing.
Urethanes are tough polymers that offer flexibility, excellent peel strength, and improved adhesion to plastics and rubber over epoxies. They consist of soft regions that add flexibility to a joint and rigid regions that contribute cohesive strength, temperature resistance, and chemical resistance. Urethane adhesives tend to react with ambient moisture, resulting in cosmetic and curing issues.
Silicones are highly elastomeric and are known for their weather, high-temperature, and polar-chemical resistance, as well as excellent sealing capabilities. They can be formulated to offer good adhesion to a variety of substrates, unlimited depth of cure, fast fixturing and cure, and excellent tear resistance. Available in viscosities ranging from pourable liquids to non-slumping pastes, silicones are moisture sensitive and can present processing challenges during the dispense process.
Acrylics are gap fillers that offer good environmental/thermal resistance and excellent tensile/peel strength. Acrylics are highly flexible, fixture faster than epoxy and polyurethane adhesives, and bond well to many substrates, including metals and plastics. They are ideal for applications requiring long-term fatigue resistance and durability. Although they are incompatible with some metals commonly used in dispense equipment, acrylics will not react with specialized wetted components.
Mixing and Dispensing Options
Proper mix ratios and thorough mixing are essential for maximizing the performance properties of two-part adhesives. Several mixing and dispensing options offer distinct advantages and disadvantages.Although extremely labor intensive, hand mixing involves little or no capital cost for equipment. The end user must carefully measure the resin and hardener and mix the components. Measuring and calculation mistakes can result in improper mix ratios and incomplete blending, which can ultimately lead to assembly failure. Hand-mixed adhesives are typically also applied by hand, which can be difficult and time consuming, and may not be suitable for high-volume manufacturing.
For low- to medium-volume manufacturing, many two-part adhesives are available in pre-measured cartridges for use with static mix nozzles. Typically available in 35-490 ml cartridges, these novel packages ensure the proper mix ratio and eliminate the mess and inaccuracy often associated with hand mixing and application. Dual-cartridge dispensing saves time for end users who do not use bulk adhesive; however, the cartridges are typically premium-priced compared to bulk-packaged adhesive.
Dual cartridges can also present dispensing challenges. For instance, adhesive in the tip of the cartridge can sometimes cure, causing "blow-by," or blocked adhesive that may leak past the plunger in the back of the cartridge. Users must check plunger depth before application to ensure a proper mix ratio. Cartridges also require some type of dispenser, whether it is hand-held or semi-automatic.
Hand-held cartridge dispensers are portable and low in cost, but adhesive viscosity can affect dispensing ease. Consistent application of material can sometimes be difficult. More expensive semi-automatic equipment offers pressure/time controlled dispense that delivers consistent and repeatable application of the two-part product. These operator-controlled systems may not be as portable as hand-held dispensers.
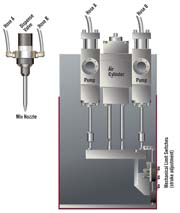
For medium- to large-volume production, meter mix dispense (MMD) systems are available. Engineered exclusively for use with bulk-packaged adhesives, MMD systems are designed to accurately measure, mix and dispense two-part adhesives. Typically positive displacement equipment, MMD systems are available in either reciprocating designs for single and multi-shot dispensing, or rotary designs for dispensing uniform continuous beads or lines of adhesive. The most common MMD design uses a single-acting piston pump, the workhorse of meter mix dispense technology.

When to Use MMD Equipment
The answers to two general, process related questions will quickly determine if an MMD system is the best equipment for an application (see sidebar).What Material is Being Dispensed?
This question immediately provides information on process constraints related to the adhesive itself. For example, cartridges may not be appropriate with moisture-sensitive adhesives as they allow moisture penetration. Hand mixing will also expose the adhesive to ambient moisture. Using an MMD system would be the ideal choice since the equipment can be configured with nitrogen blankets to significantly reduce expose to moisture.
MMD systems can be similarly configured to dispense adhesives with high filler content, abrasive fillers and/or substrate reactivity. MMD systems that incorporate agitators will keep filled adhesives well mixed and filler content uniform. Heat will thin highly viscous materials, making them easier to dispense. Dispense chambers can be custom made out of specified materials, such as stainless steel, to minimize or eliminate substrate reactivity challenges.
MMD systems are designed to accurately measure and thoroughly mix bulk components, even with high-viscosity adhesives. A properly configured MMD system uses pumps to move the individual adhesive components to the dispense valve, where a precise amount of each material enters the static-mix nozzle and is properly and completely mixed.
Adhesives with very short work lives are ideal for MMD systems that can quickly mix and apply materials. For adhesives that must be mixed and applied at elevated temperatures, MMD system heaters can regulate the temperature of each adhesive component individually, a nearly impossible task for hand or dual cartridge dispensing.
What are the Process Requirements?
The volume of adhesive dispensed per part and the throughput of parts per day can often make the equipment decision very simple. Applications that require a large amount of adhesive to be dispensed due to high volume per part or high throughput of parts cannot rely on hand mixing or cartridges for economic and convenience reasons. Bulk adhesive provides the manufacturer a lower material cost when compared to cartridges, a savings that is often higher than the cost of the MMD system itself.
Adhesive volume per part is also important for quality purposes. Consistently dispensing the same amount of adhesive on every part is almost impossible by hand or dual-cartridge dispense. MMD systems are capable of repeatable shot and/or bead sizes, ensuring that just enough adhesive is used for each part to ensure quality-but not too much adhesive-to to protect financial concerns.
Aside from dictating total adhesive usage, the production rate determines the time available for dispense. In a high-volume production environment, adhesive may be applied in seconds, leaving no time to mix new material or reload cartridges. MMD systems work off large feed tanks that can be refilled with little or no downtime, potentially a huge cost savings.
Conclusion
Adhesives and dispense equipment should be carefully paired to optimize material and process requirements. It is often equally important to know as much about the adhesive formulation as about the process requirements. In an ideal scenario, the same supplier provides both the adhesive and the dispense equipment, minimizing compatibility issues. If questions arise with a system or adhesive, the single supplier's expertise makes finding solutions to startup and process problems quick and painless.
For more information on dispensing systems, visit Henkel Corp. at www.equipment.loctite.com.
SIDEBAR
Question #1: What Material is Being Dispensed?- What is the adhesive technology/chemistry being used?
- Are the materials filled or unfilled?
- What is the adhesive's optimum mix ratio?
- What are the viscosities of the components?
- What is the work life of the mixed product?
- What is the ideal working temperature?
- What packaging options are available for this adhesive type?
Question #2: What are the Process Requirements?
- What is the predetermined target production rate?
- How much time is available for adhesive dispense per part?
- What is the adhesive volume per cycle?
- What is the dispense pattern?
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



