Blade Bonding
Improved
bonding methods for wind turbine blade production and blade servicing.

 The use of wind energy is expected to grow at an
unprecedented rate. Developments in wind energy are presenting new challenges
to designers and engineers. For example, with a demand for increase in wind
turbine blade size comes an exponential increase in the performance
requirements of the materials used. Research continues in the use of structural
adhesives to bond composite wind turbine components. ITW Plexus is a leader in
this field, and its work is benefitting a number of manufacturers.
The use of wind energy is expected to grow at an
unprecedented rate. Developments in wind energy are presenting new challenges
to designers and engineers. For example, with a demand for increase in wind
turbine blade size comes an exponential increase in the performance
requirements of the materials used. Research continues in the use of structural
adhesives to bond composite wind turbine components. ITW Plexus is a leader in
this field, and its work is benefitting a number of manufacturers.
Turbine blades are traditionally bonded with relatively slow-curing epoxy systems, polyesters and two-part polyurethane adhesives. ITW Plexus has developed long-working-time, fast-curing, 1:1 methacrylate structural adhesives that produce bonds that hold after the substrates delaminate. Unlike traditional adhesives, these advanced methacrylate adhesives chemically fuse FRP/GRP, composite stiffener spars and perimeter flange joints. They also provide increased peel resistance and cycle fatigue resistance while reducing damage during transportation. Room-temperature snap-cure properties have helped to increase production rates and eliminate the expenses and energy costs associated with post curing, which is required to cure some epoxies. What’s more, little or no surface preparation is required.
The company’s MA560 and MA590 adhesives have gained acceptance in this growing marketplace because they also increase blade performance and reduce processing time.
1. Effective Bending and Fatigue Resistance
Effective bending and fatigue resistance is a major consideration in blade design - the outer composite shell cannot perform this function without the assistance of internal stiffening. Box and C-shaped structures are often used to provide the required bending strength and stiffness (see Figure); these stiffening structures are bonded to the interior of the turbine blade.
2. Strength and Durability
Since the blade parts are generally bonded together, strength and durability of the adhesive bonds are major design factors. These can become limiting performance factors in conjunction with the performance of the composite itself.
According to blade qualification procedures, the bending strength and fatigue strength of a blade must be sufficient for a 20-year life. In addition, part of the procedure requires full-scale testing on prototype blades.
 3. Adhesive Requirements
3. Adhesive Requirements
Several requirements are necessary for adhesive bonds for wind turbine blades.

For more information, phone (870) 458-7588 or visit www.itwplexus.eu.
Glass fiber-reinforced polymer blades have been internally designed and are produced using a vacuum-infusion process. This system allows complete saturation of glass reinforcements with resin and offers a good fiber-to-resin ratio, since the vacuum minimizes air pockets forming between fibers and the permeability of the fiberglass. Blade components, made using special molds, are then finished and bonded together using a Plexus structural adhesive. The result is a strong but lightweight product with good mechanical-resistance properties.
ATBV25 wind turbine.
Vacuum-infusion process.
Turbine blades are traditionally bonded with relatively slow-curing epoxy systems, polyesters and two-part polyurethane adhesives. ITW Plexus has developed long-working-time, fast-curing, 1:1 methacrylate structural adhesives that produce bonds that hold after the substrates delaminate. Unlike traditional adhesives, these advanced methacrylate adhesives chemically fuse FRP/GRP, composite stiffener spars and perimeter flange joints. They also provide increased peel resistance and cycle fatigue resistance while reducing damage during transportation. Room-temperature snap-cure properties have helped to increase production rates and eliminate the expenses and energy costs associated with post curing, which is required to cure some epoxies. What’s more, little or no surface preparation is required.
The company’s MA560 and MA590 adhesives have gained acceptance in this growing marketplace because they also increase blade performance and reduce processing time.
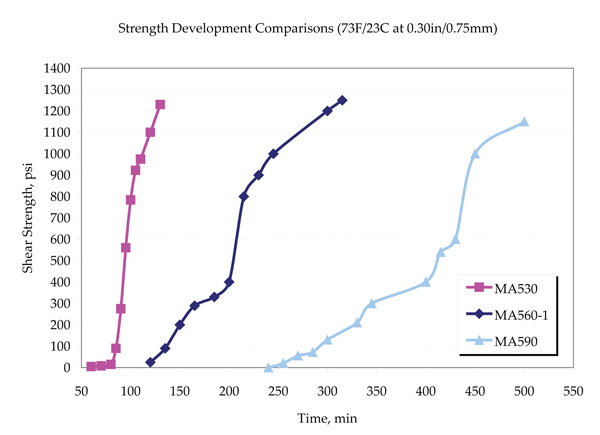
Figure. Shear Strength Comparisons of Plexus Products
Design Requirements for Turbine Components and Adhesives
Three main factors must be considered for construction of turbine components.1. Effective Bending and Fatigue Resistance
Effective bending and fatigue resistance is a major consideration in blade design - the outer composite shell cannot perform this function without the assistance of internal stiffening. Box and C-shaped structures are often used to provide the required bending strength and stiffness (see Figure); these stiffening structures are bonded to the interior of the turbine blade.
2. Strength and Durability
Since the blade parts are generally bonded together, strength and durability of the adhesive bonds are major design factors. These can become limiting performance factors in conjunction with the performance of the composite itself.
According to blade qualification procedures, the bending strength and fatigue strength of a blade must be sufficient for a 20-year life. In addition, part of the procedure requires full-scale testing on prototype blades.
ATBV25 wind turbine fiberglass blade.
Several requirements are necessary for adhesive bonds for wind turbine blades.
- Adhesives must withstand the centrifugal forces applied to each blade.
- High stress, fatigue and aging resistance is required.
- To ensure long-lasting joints, the adhesive must withstand outdoor exposure, significant temperature ranges and lap shear strengths in the range 4,000 psi (27 MPa).
- Adhesives must maintain the bond strength for the blade’s lifetime, as they are used to bond two halves of a blade and the spar while filling substantial gaps on structures up to 60 meters long.
- Bonds must endure lifetime ambient conditions with daily cycling.
- Improved cure profiles and reduced peak temperatures are required.
- Composites are chemically fused to give strong bonds.
- Adhesives require little or no surface preparation and provide high resistance to stress, fatigue, and outdoor exposure.
- Products contain a room-temperature curing mechanism.
- Certification by Germanischer Lloyd Wind Energy (GL Wind).
- Reduced production costs.
- Shortened assembly times.
- Increased throughput.
- Reduced component weight.
- Improved blade quality and manufacturing process.
- Excellent water and UV resistance.
- Competitive performance, cost effectiveness and reliability.
Internal section of a wind blade, showing the bonding lines of the blade parts and spar.
Field Servicing of the Blades
ITW Plexus' adhesives/fillers are becoming a standard for servicing wind blades in the field. Plexus MA530 and MA425 adhesives can fill gaps up to 18 mm in depth and are now being used to fill cavities. Because of their good adhesion, these products are less dependent on surface condition. In addition, the adhesives do not require heat for curing, which gives service engineers the flexibility to do work in the field.About the Company
ITW Plexus is a division of Illinois Tool Works (ITW) Performance Polymers Europe (ITWPPE). ITW is a diversified industrial company with 2008 sales of $16 billion. Established in 1912, the company employs 60,000 people worldwide. The Performance Polymers Europe division has more than 25 years of experience in the design, development and production of UV-curing, epoxy, and methacrylate bonding agents. Its ongoing adhesive R&D program is based at its UK and German laboratory facilities.For more information, phone (870) 458-7588 or visit www.itwplexus.eu.
SIDEBAR: Case Study: Terom Wind Energy, Bologna, Italy
Terom Wind Energy has designed and manufactured the ATBV26, a small wind turbine suitable for low-wind-speed sites. The turbine uses a wide-diameter rotor and technology that involves a multi-pole direct drive permanent magnet generator, variable pitch, active pitch and yaw control system. Nominal power is reached at a wind speed below 8 m/s, and energy yield is particularly high: 3,000 equivalent hour production in a site with average wind speed of 5 m/s.Glass fiber-reinforced polymer blades have been internally designed and are produced using a vacuum-infusion process. This system allows complete saturation of glass reinforcements with resin and offers a good fiber-to-resin ratio, since the vacuum minimizes air pockets forming between fibers and the permeability of the fiberglass. Blade components, made using special molds, are then finished and bonded together using a Plexus structural adhesive. The result is a strong but lightweight product with good mechanical-resistance properties.
Links
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!


